ENGINE
The Rocket engine is of the overhead valve type, having two banks of cylinders at a 90° angle. Pressure lubrication is supplied by a gear type oil pump driven off the lower end of the distributor shaft. The engine cooling system is of the pressure type employing a 13 lb. pressure radiator cap (on cars without air conditioning) and a 15 lb. pressure radiator cap (on cars with air conditioning). The water pump is a centrifugal type, and circulation is controlled by a thermostat located in the water outlet on the intake manifold. Full length water jackets allow the engine coolant to completely surround all cylinders.
MANIFOLDS
The intake manifold for both banks of cylinders is of one casting, while each bank has a separate exhaust manifold.
Preheating of the gasoline mixture is obtained by the exhaust gas passage which directly connects the two exhaust manifolds, allowing the hot exhaust gases to circulate around the intake manifold fuel heater passages when the heat control valve is closed or partially closed. (See Fig. 8-1)
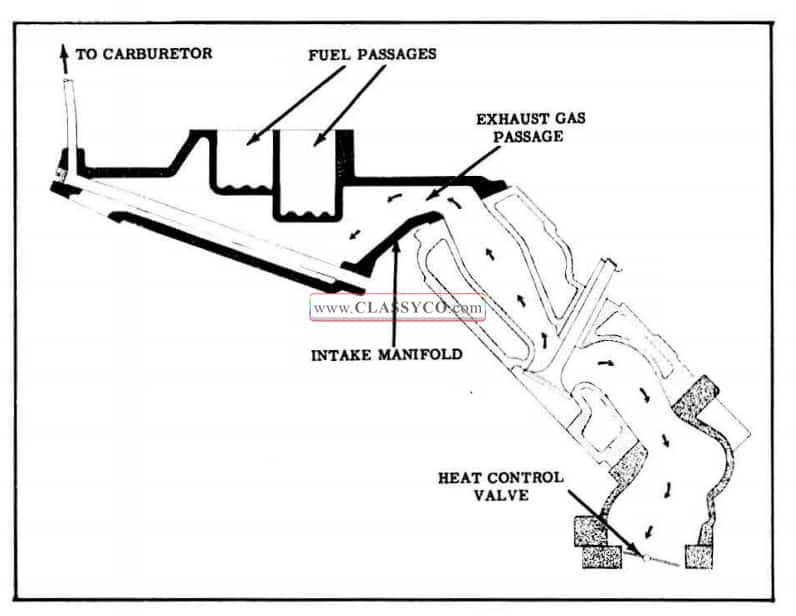
1957 Oldsmobile Exhaust Flow
Cast integral with. the intake manifold at the front is a passage which returns the water from the two heads to the water outlet and the radiator core.
Choke Heater Tube-Remove and Install
- Remove right hand valve cover.
- Remove manifold to carburetor heat pipe.
- Remove heat tube manifold end plug.
- Using a 5/16″ – 18 SAE tap, tap threads one inch deep into heat tube.
- Using a 5/16″ – 18 SAE die, extend threads of a 5/16″ – 18 x 5″ SAE bolt to the bolt head.
- Assemble a 5/16″ nut, flat washer, and a dis carded exhaust valve guide over the 5/16″ -18 x 5″ SAE bolt as shown in Fig. 8-2.
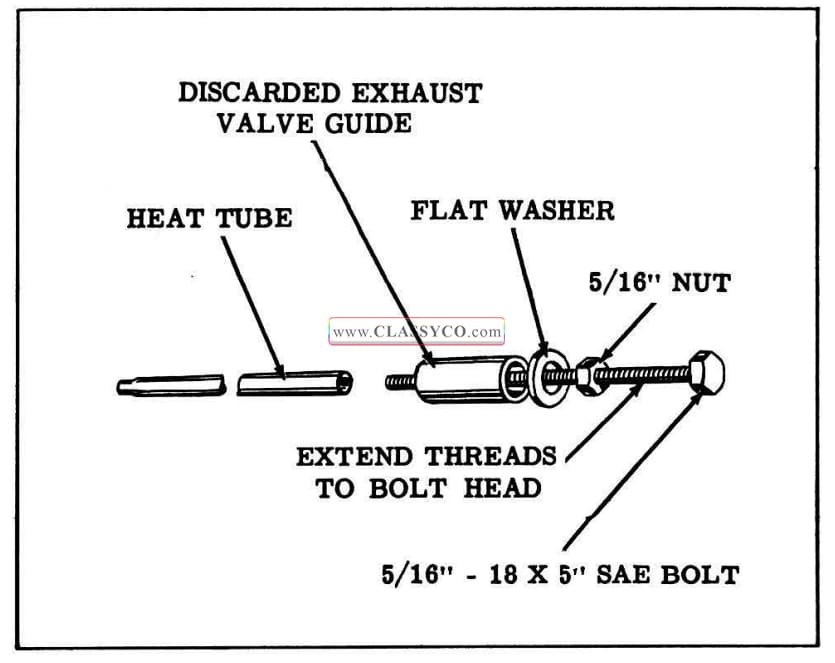
1957 Oldsmobile Special Heat Tube Removing Tool
- Thread bolt 1/2″ into heater tube and tighten nut until tube can be removed.
NOTE: If the heater tube breaks dur ng removal, it will be necessary to remove the intake manifold and drive out the remainder of tube with Tool BT-47.
To install, insert small necked end of tube into manifold, then using Tool BT-47 drive heat tube into place until large end of tube is either flush or recessed 3/32″ from heat pipe passage. (See Fig. 8-3) Install pipe plug.
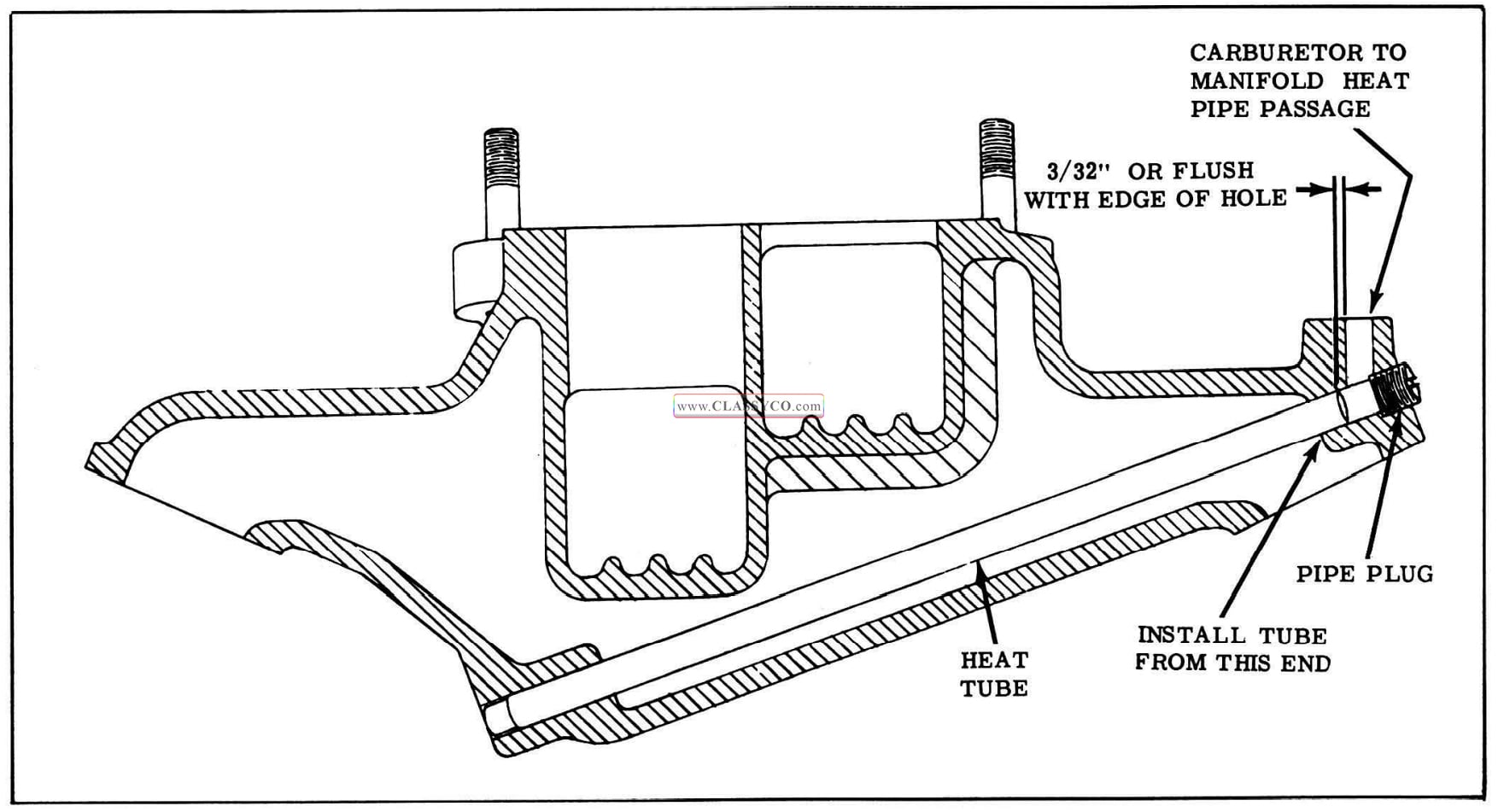
1957 Oldsmobile Choke Heater Tube
INTAKE MANIFOLD AND/OR GASKET REMOVE
- Drain radiator, then disconnect upper radiator hose from water outlet.
- Remove air cleaner.
- Disconnect wires from spark plugs.
- Disconnect spark plug wire supports from cylinder heads.
- Remove distributor cap, then lift cap and high tension wire assembly (with supports) from engine.
- Disconnect throttle linkage.
- Remove carburetor fuel line and two vacuum lines.
- If equipped with power brakes, disconnect brake vacuum line.
- Disconnect primary wiring from coil.
- If equipped with power steering, remove power steering pump and bracket as an assembly.
- Remove intake manifold with coil and carburetor attached.
- Clean cylinder head and manifold machined surfaces.
INTAKE MANIFOLD AND/OR GASKET INSTALL
- Reverse sequence of removal operations, using new graphite coated metal gaskets. Apply Permatex #3 sealer or equivalent around gasket water holes.
- Dip threads of intake manifold bolts in C.P. No. 9 Sealer (Nat. Machine Prod. Co.). Install manifold bolts and nuts and torque 25-35 ft. lbs. in sequence as shown in Fig. 8-4.
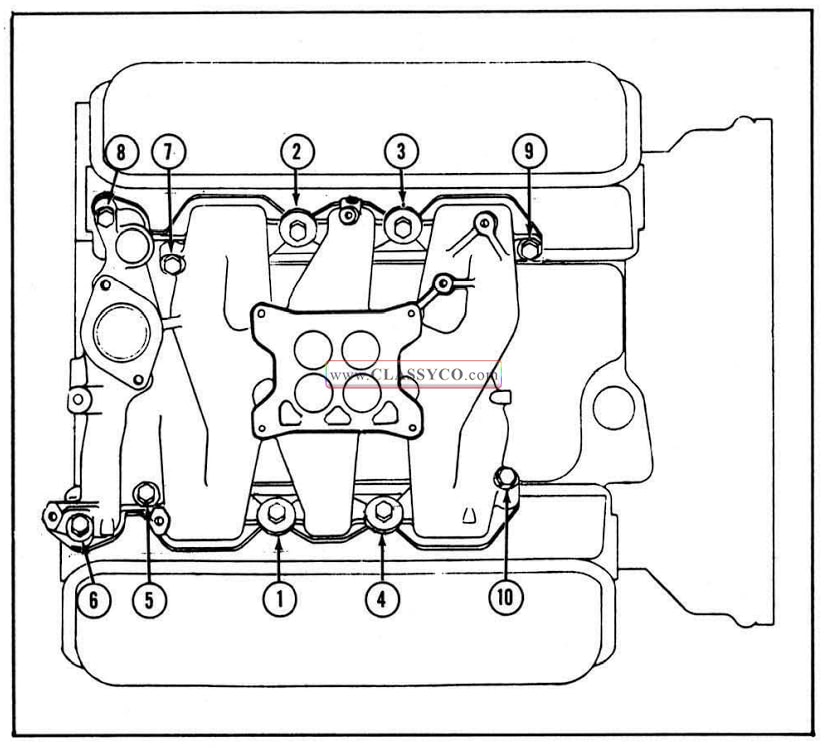
1957 Oldsmobile Intake Manifold Torque Sequence
- If equipped with power steering, adjust belt tension. (See STEERING SECTION)
- After installation of manifold is completed, adjust throttle linkage.
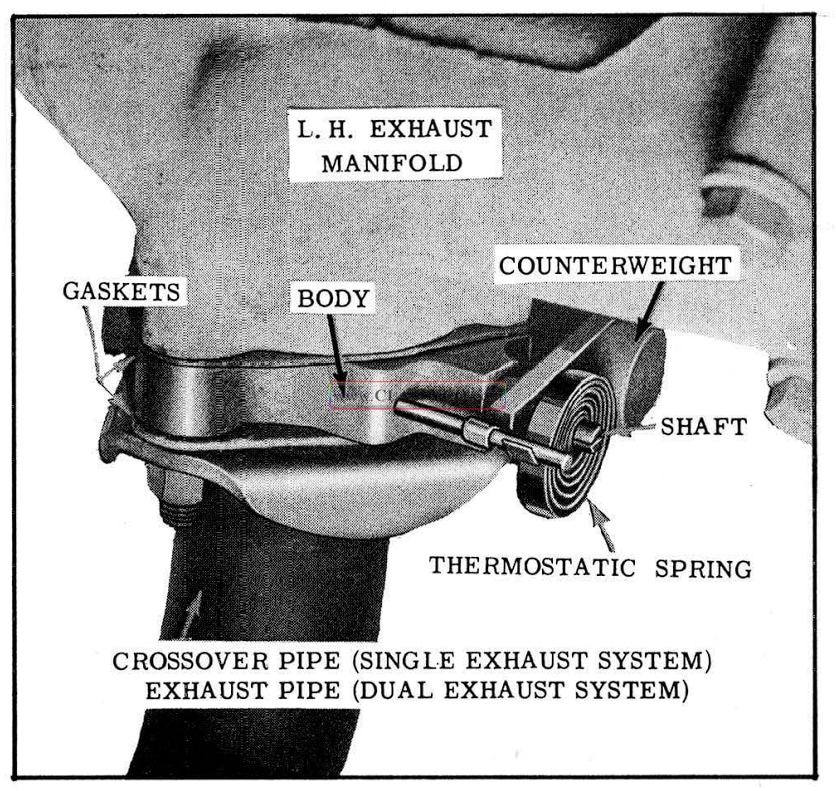
MANIFOLD HEAT CONTROL VALVE (Fig. 8-5)
The manifold heat control valve assembly is mounted on the left exhaust manifold. This automatically controlled valve regulates the amount of heat by-passed through the intake manifold so that a sufficient amount of heat is transferred to insure a uniform vaporization of the intake mixture under all operating conditions.
The offset valve, counterweight, and thermostat are calibrated to give proper intake manifold heat under all driving conditions.
1957 Oldsmobile Manifold Heat Control Valve
Removal
The manifold heat control valve can be removed by disconnecting the crossover pipe to L.H. exhaust manifold attaching nuts (on cars with the single exhaust system) or by disconnecting the L.H. exhaust pipe to manifold (on cars with the dual exhaust systems). FOR CHECKS AND SERVICE PROCEDURES OF THE MANIFOLD HEAT CON TROL VALVE, REFER TO ENGINE TUNE-UP SECTION, STEP 11.
NOTE: Always use new gaskets and “Seez-Pruf” nuts when replacing the heat control valve. Torque exhaust or crossover pipe to manifold nuts 25-35 ft. lbs.
EXHAUST MANIFOLD AND/OR GASKETS REMOVAL AND INSTALLATION (ON CAR)
- Drain cylinder bank.
- Disconnect exhaust pipes.
- R.H. Manifold – Remove generator and bracket.
- Remove manifold to head attaching nuts and bolts.
- Remove manifold and gaskets from studs.
- Clean manifold and cylinder head machined surfaces.
To replace, reverse the above procedure. If manifold studs show signs of coolant leakage, re move studs and apply C.P. No. 9 Sealer (Nat. Machine Prod. Co.) to stud threads. Torque manifold to head bolts and nuts to 19-25 ft. lbs.
HEAD AND VALVE MECHANISM
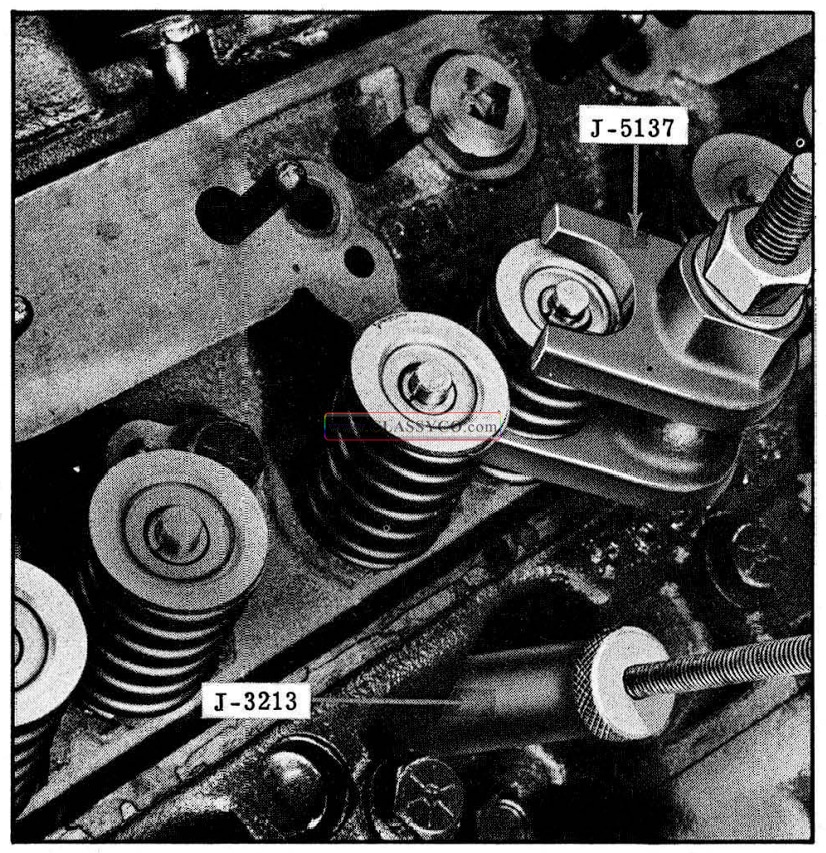
VALVE SPRING REPLACEMENT (ON CAR) (Fig. 8-6)
1957 Oldsmobile Valve Spring Replacement
To replace a worn or broken valve spring without removing the cylinder head, proceed as follows:
- Remove rocker arm shaft assembly. (See ROCKER ARM SHAFT ASSEMBLY)
- Remove spark plug and install Tool J-3213-1 into the spark plug hole to hold the valve against its seat.
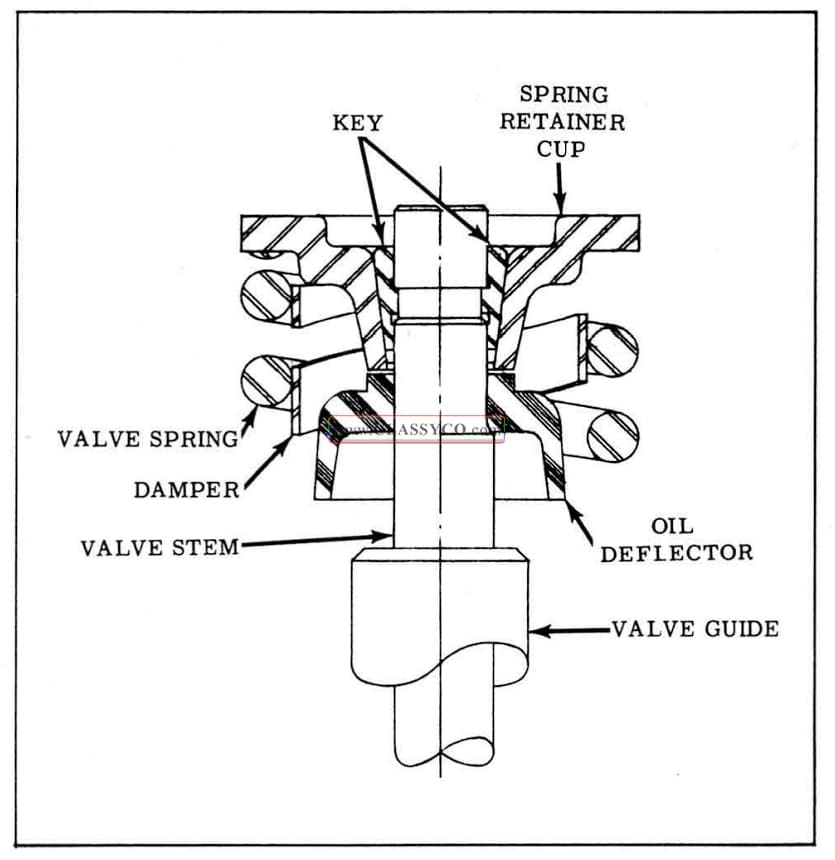
- Using Tool J-5137-1, compress the valve spring until valve keys are accessible, then remove keys, spring retainer cup, and spring damper assembly. (See Fig. 8-7)
1957 Oldsmobile Valve Assembly (2)
NOTE: When replacing spring, place closely wound coils against cylinder head.
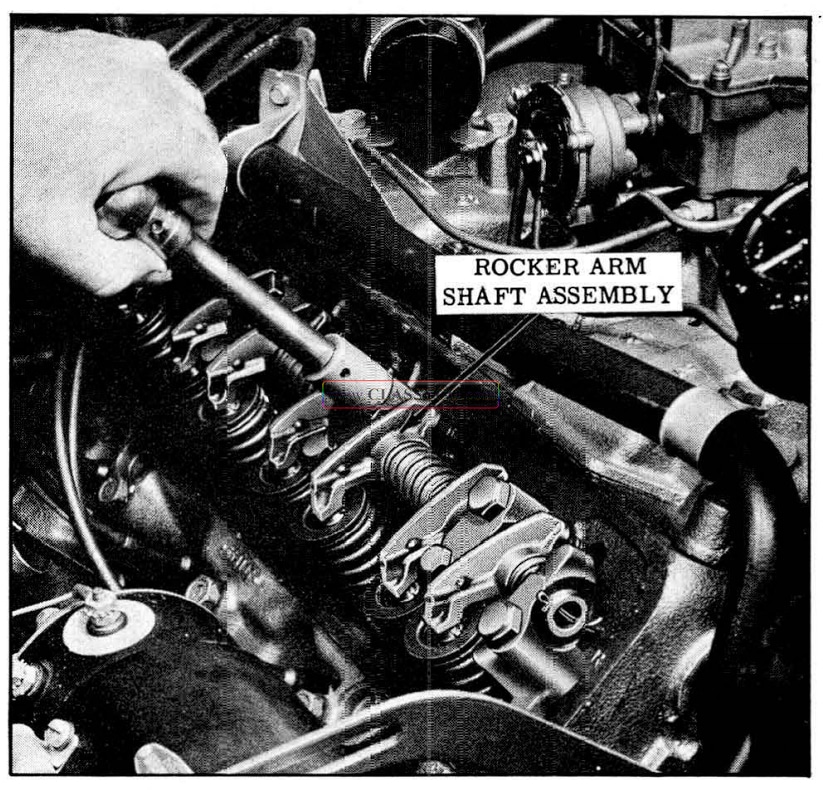
ROCKER ARM SHAFT ASSEMBLY
Removal and Installation
- Remove valve cover.
- Remove rocker arm and shaft assembly. (See Fig. 8-8)
1957 Oldsmobile Rocker Arm Shaft Assembly Removal
When installing rocker arm and shaft assembly, tighten all bolts evenly. Before bolts are snug, align assembly, then torque small bolts 14-17ft. lbs. torque large bolts 65-70 ft. lbs.
Disassemble and Assemble
- Remove cotter pins from ends of rocker shafts.
- Remove brackets, springs, and rocker arms from shaft. (See Fig. 8-9)
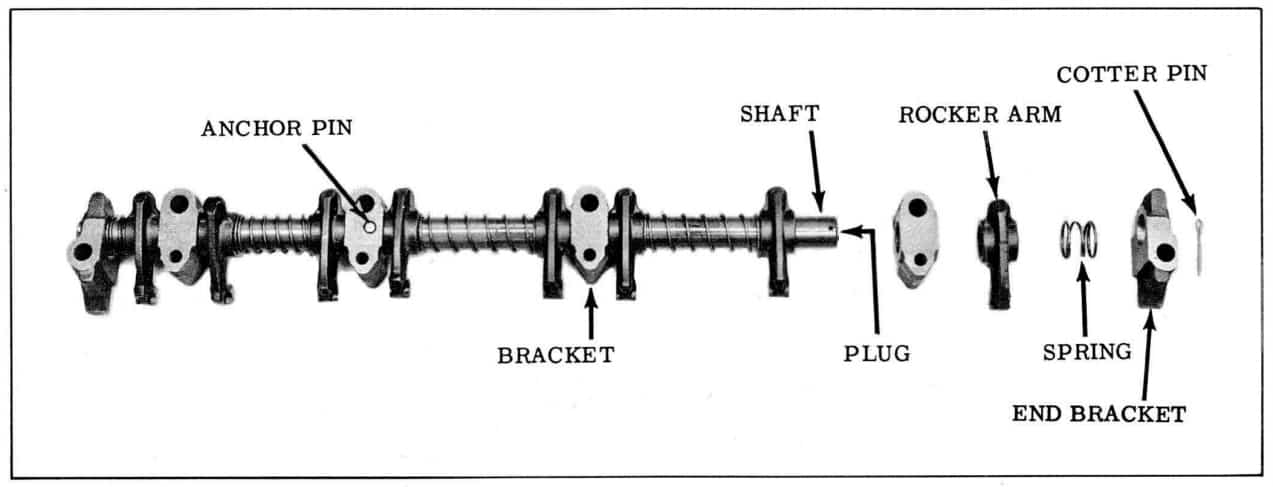
1957 Oldsmobile Rocker Arm Shaft Assembly
NOTE: One bracket is attached to the shaft by an anchor pin. (See Fig. 8 -10) It is not necessary to remove the bracket unless either the bracket, shaft, or pin has to be replaced. If necessary to replace, insert a drift through the oil passage in the bracket and drive out pin. When installing pin, drive pin flush with top of bracket.
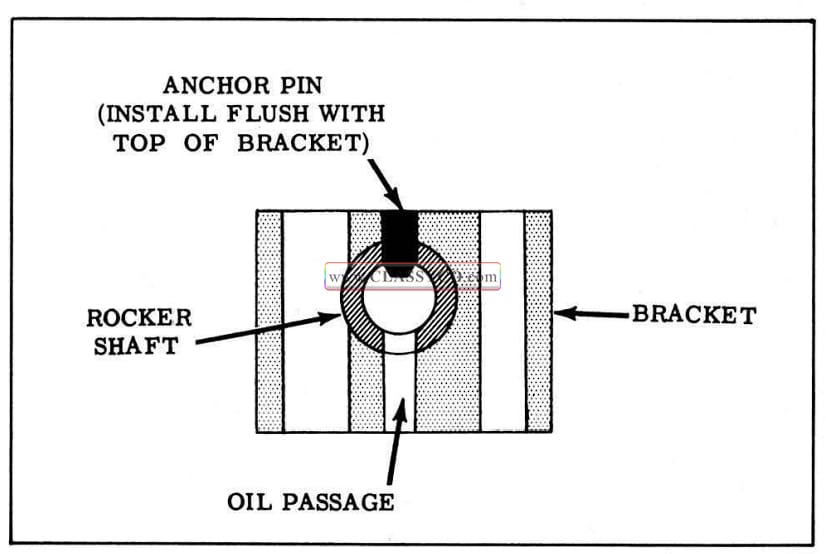
1957 Oldsmobile Bracket Anchor Pin
If necessary to replace rocker shaft plug, punch hole in plug, then pry plug from end of shaft. When installing plug, drive plug onto shaft until it seats on the shoulder approximately 9/16″ in from end of shaft.
- Assemble rocker arm shaft assembly as shown in Fig. 8-9.
CYLINDER HEAD AND/OR GASKET-REMOVE
- Drain radiator and cylinder block.
- Remove intake manifold.
- Remove generator.
- Disconnect exhaust pipes.
- Remove valve cover.
- Remove rocker arm shaft assembly.
- Remove push rods. Keep rods grouped so they can be installed in their original location.
NOTE: It will be necessary to remove the heater blower motor and core case from the dash to remove No. 8 cylinder push rods. Before removing push rods, rock rods to break oil seal between rod and lifter to avoid pulling lifter from bore.
- Remove remaining cylinder head bolts and remove cylinder head with exhaust manifold attached.
CYLINDER HEAD-DISASSEMBLE
- Remove spark plugs.
- Remove exhaust manifold.
- Place cylinder head in Valve Spring Compressor Tool BT-14. Compress valve springs until valve stem keys can be removed. Remove cylinder head from tool.
- Remove valve spring retainer cups, springs, and dampers. (See Fig. 8-7) Keep all parts grouped so they can be installed on their original valves.
- Remove oil deflectors from valve stems.
- Invert heads and remove valves. Keep valves separated so they can be installed in their original location.
- If necessary to remove valve guides, drive them out with Valve Guide Remover Tool J-3062. (See Fig. 8-11)
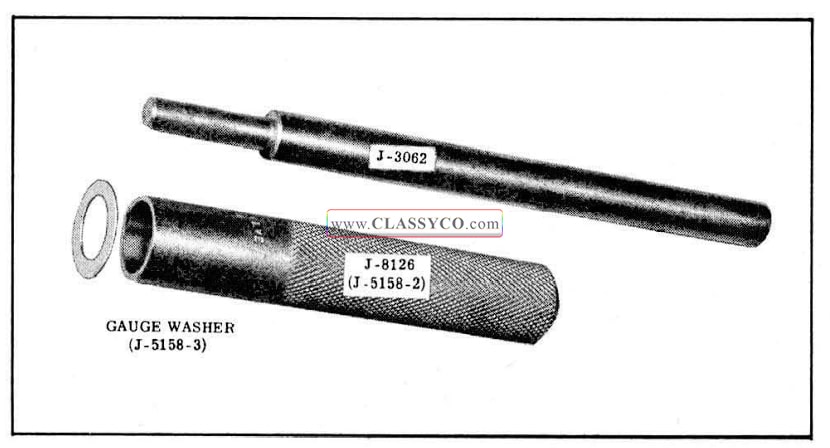
1957 Oldsmobile Valve Guide Tool Set J-5158
New guides should be driven into the top of the cylinder head with Valve Guide Installing Tool J-5158-2 and Gauge Washer J-5158-3 as follows:
Lay Gauge Washer J-5158-3 (Fig. 8-11) on the valve spring seat, then install guide into cylinder head (with grooved end of guide up) by driving on Tool J -5158-2 until the tool seats against the gauge washer. This will allow the valve guides to extend 25/32″ above the face of the valve spring seat.
When reconditioning valves and valve seats, only precision equipment should be used and the recommendations of the equipment manufacturer should be followed. Clean carbon from heads and also from valve guides unless the guides are to be replaced. Whenever valves are ground or new valves and guides are installed, the valve seats must be reconditioned. Cutters (45°) are required for reseating, and a snug fitting solid pilot of the correct size should be used. New guides, if re quired, should be in place at the time seats are cut. Service guides are Parco-Lubrited and finished to size, and should NOT be reamed. Oversize guides (.010″ O.D.) can be identified by a groove on the O.D. of the guide.
IMPORTANT: To assure satisfactory service, it is necessary that valve seat width be maintained within specifications. (Intake and exhaust.037″ .075″). A 15° cutter should be used to narrow the seat as necessary. Lapping in with grinding compound is not recommended.
Valve lifters should be disassembled and cleaned at time of valve reconditioning.
CYLINDER HEAD-ASSEMBLE
- Install valves in their respective guides and place the holding plate (part of Tool BT-14) over valve heads to hold them in place.
- Install new oil deflectors over valve stem. Force deflectors down as far as possible on valve stem. The deflectors will correctly position themselves when the engine is started.
- Place cylinder head in Spring Compressor Tool BT-14 and install valve springs and dampers.
NOTE: Install closely wound spring coils toward cylinder head.
- Install valve lock retainer cups, then compress springs.
- Install valve stem keys.
- Remove head from tool and check valve springs and keys to be sure they are properly seated.
- Replace exhaust manifold using new gaskets.
- Set spark plug gap to .030″ and reinstall plugs.
CYLINDER HEAD-INSTALL
- Install Cylinder Head Guide Studs J-3455 in cylinder head bolt holes at each end of block.
- Apply a coat of P.O.B. No. 3 Gasket Sealer to both sides of new head gasket and place gasket over guide studs.
- Place cylinder head in position and install the center and lower row of attaching bolts finger tight, after removing guide studs.
- Install push rods and rocker arm shaft assembly making sure that the push rods are properly seated in the rocker arms and valve lifters.
- Tighten rocker arm shaft bracket and cylinder head attaching bolts in sequence as shown in Fig. 8-12.
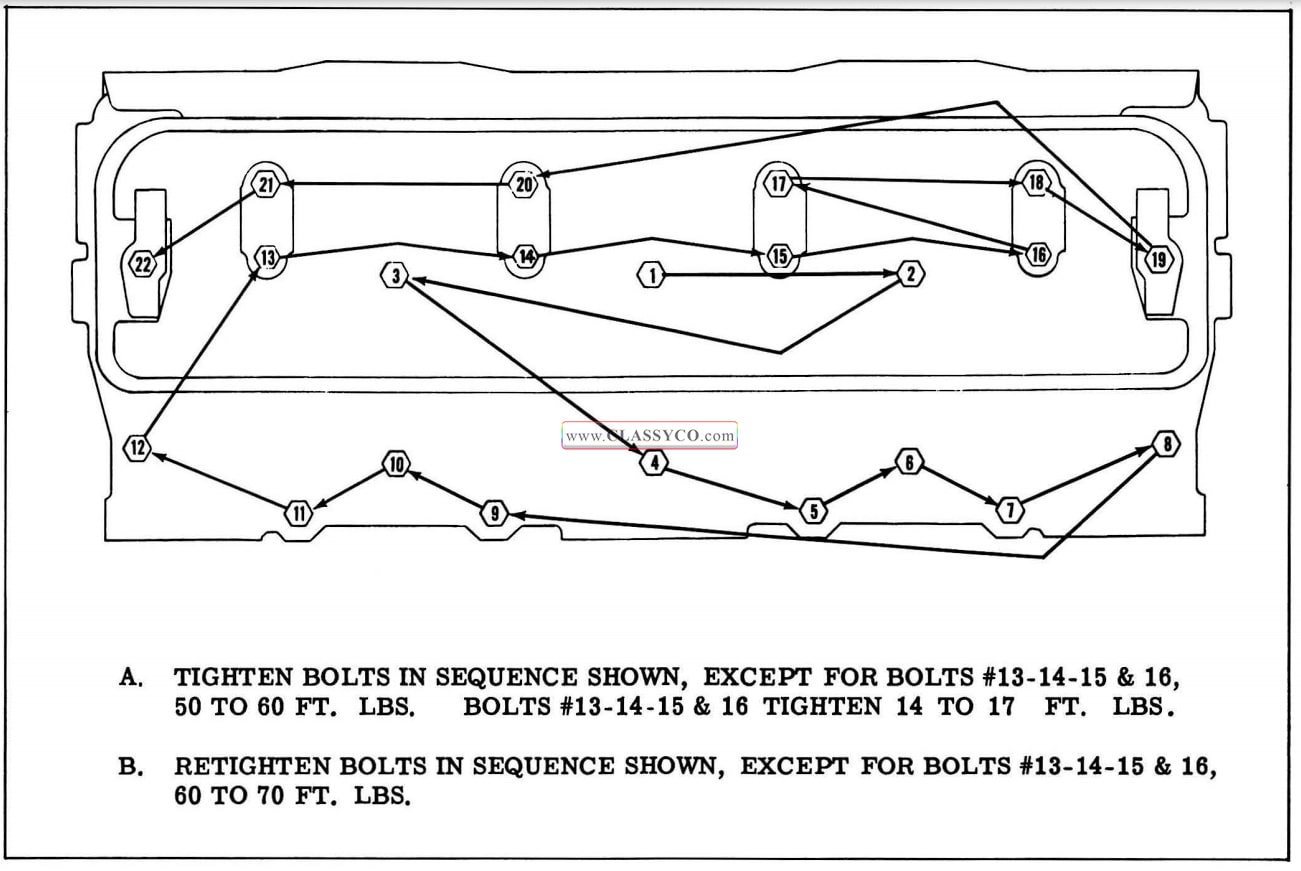
1957 Oldsmobile Head Bolt Torque Sequence
- Cement new gasket to valve cover, then install cover.
- Connect exhaust pipes to exhaust manifold using new gaskets.
- Replace generator, and polarize after wires are connected. (See Installation of Generator in ELECTRICAL SECTION.)
- Adjust generator belt as outlined in ELECTRICAL SECTION.
- Install intake manifold as outlined under INTAKE MANIFOLD-INSTALL.
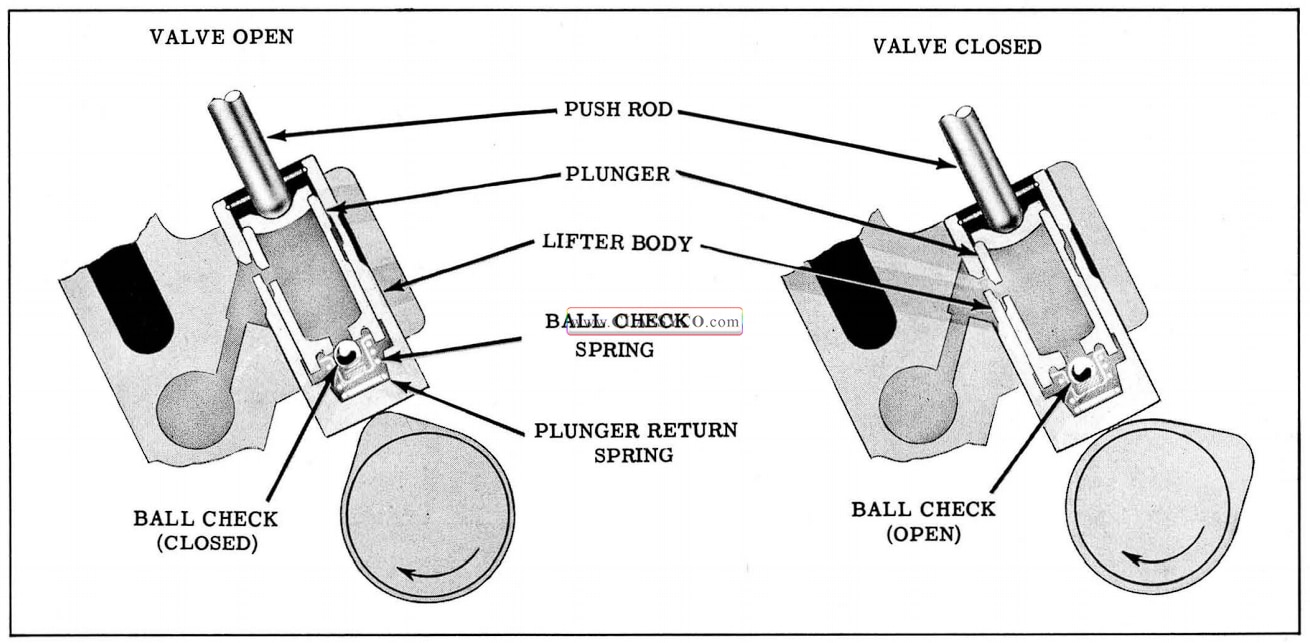
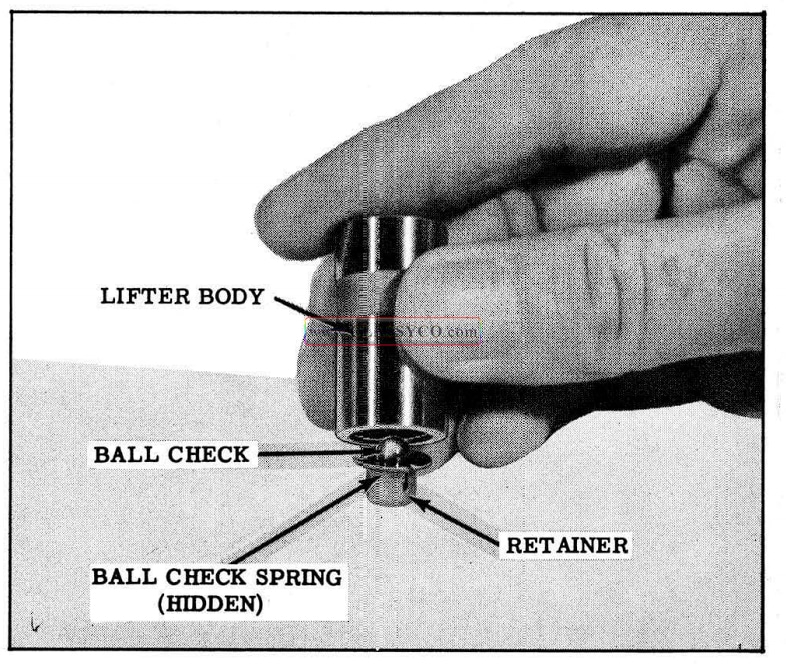
VALVE LIFTER OPERATION (Fig. 8-13)
Oil is supplied to the lifter through a hole in the side of the lifter body which indexes with a groove and hole in the lifter plunger.
When the lifter begins to ride up the cam lobe, the ball check is held against its seat in the plunger by the ball check spring which traps the oil in the base of the lifter body below the plunger. The plunger and lifter body then raise as a unit, pushing up the push rod to open the valve. The force of the valve spring which is exerted on the plunger through the rocker arm and push rod causes a slight amount of leakage between the plunger and lifter body. This “leak down” allows a slow escape of trapped oil in the base of the lifter body. As the lifter rides down the other side of the cam lobe and reaches the base circle or “valve closed” position, the plunger spring quickly moves the plunger back (up) to its original position. This movement causes the ball check to open against the ball spring and oil from within the plunger is drawn into the base of the lifter. This restores the lifter to zero lash.
The 1957 valve lifters are larger in length and diameter than past model lifters.
1957 Oldsmobile Lifter Action On Cam
VALVE LIFTERS
Remove and Install
- Remove intake manifold.
- Remove engine top cover.
- Remove valve covers.
- Remove rocker arm shaft assemblies.
- Remove push rods.
NOTE: To remove the No. 8 cylinder push rod, it will be necessary to remove the heater blower motor and core case.
- On varnished lifters, apply “D-Carb” solution to lifter body. Allow 5 minutes for solution to remove varnish.
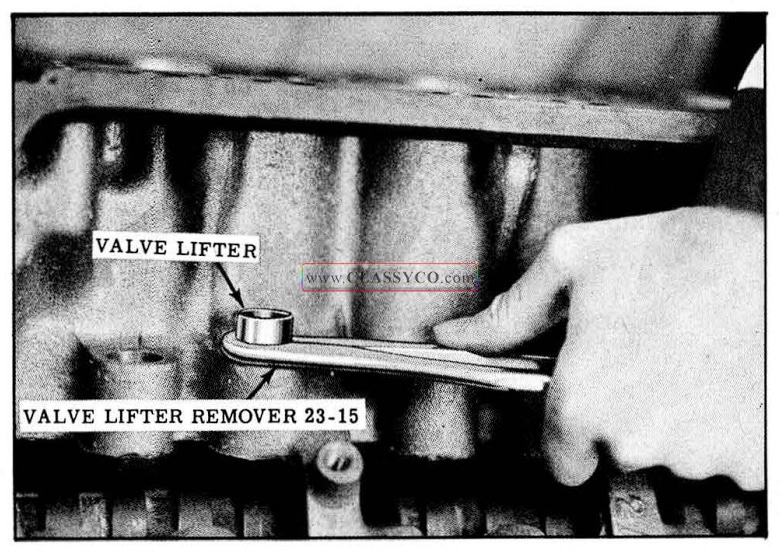
- Remove valve lifters. The use of Tool 23-15 will aid removal of varnished lifters. (See Fig. 8-14)
1957 Oldsmobile Removing Lifter
IMPORTANT: Valve lifters and push rods should be kept in order so they can be reinstalled in their same position in the cylinder block.
Reverse removal procedure for installation. Check lifters for free movement in the bore and to see that there is no perceptible side play.
Disassemble
- Remove retainer spring with Tool BT-31 or a small screw driver.
- Remove push rod seat.
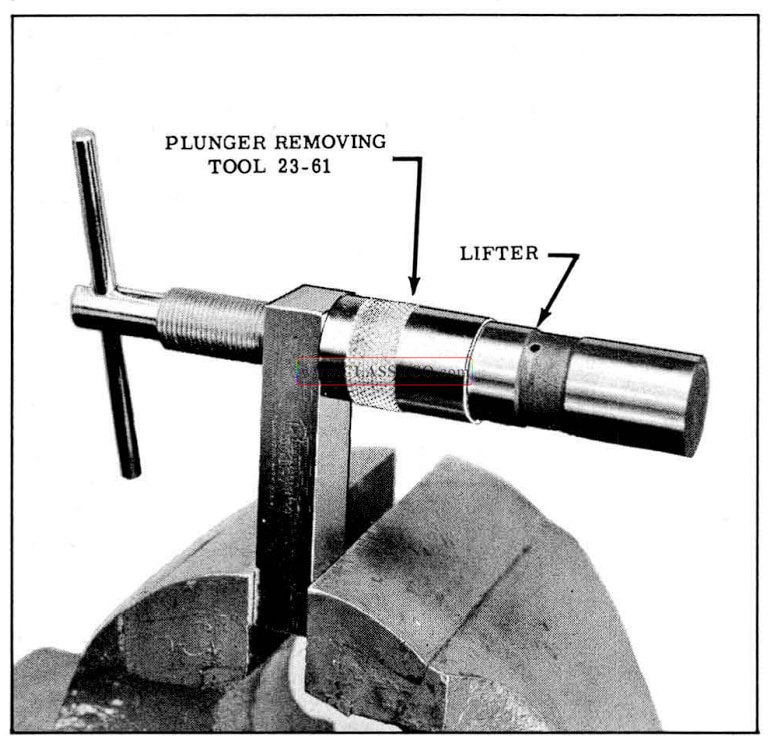
- Remove plunger and plunger spring. If plunger is stuck tight, allow lifter to soak in “D-Carb” solvent for approximately five minutes, then remove plunger. Tool 23-16 may be used if plunger does not fall out. (See Fig. 8-15)
1957 Oldsmobile Removing Plunger
CAUTION: “D-Carb” should be used in a well ventilated room. Avoid contact with skin and prolonged breathing of fumes.
- Remove ball check retainer from plunger, then remove ball and spring.
Clean and Inspect
After lifters are disassembled, all parts should be cleaned in clean solvent, using cleaning brush J-5099. A small particle of foreign material under the ball check valve will cause malfunctioning of the lifter. Close inspection should be made for nicks, burrs, or scoring of parts. Ball, ball check retainer, springs, push rod seat, and snap ring are interchangeable and can be replaced individually. The body and plunger are selectively fitted at the factor y for proper leak-down rate and must not be interchanged or replaced individually. If either the body or plunger is defective, replace with a new lifter assembly.
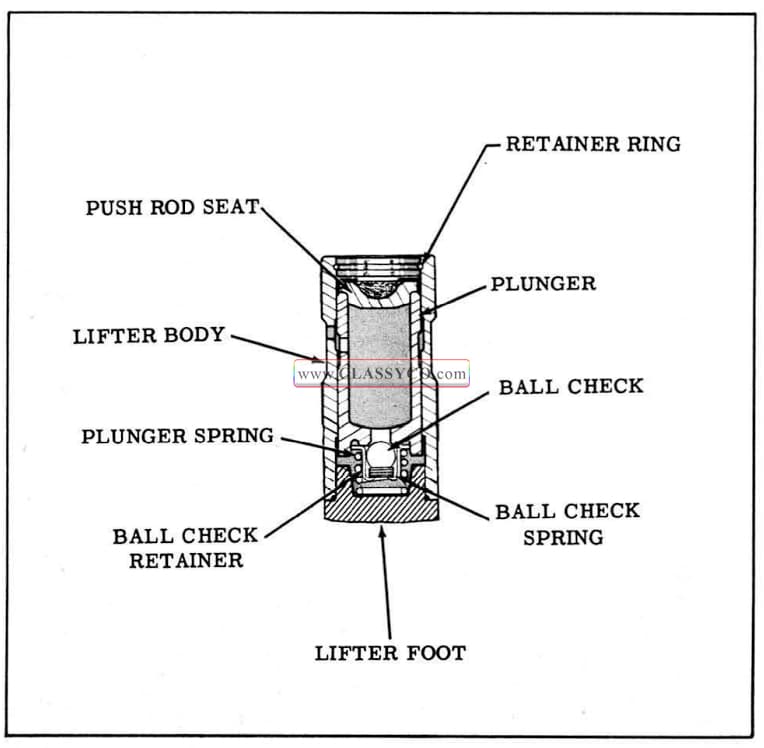
IMPORTANT: DO NOT CONDEMN VALVE LIFTERS THAT HAVE A SLIGHT GAP OR SHOW EVIDENCE OF LEAKAGE WHERE THE LIFTER FOOT IS WELDED TO THE LIFTER BODY (FIG. 8-16) UNLESS THE LEAK-DOWN RATE IS NOT WITHIN SPECIFICATIONS. (SEE VALVE LIFTER LEAK-DOWN).
1957 Oldsmobile Hydraulic Valve Lifter
NOTE: Whenever lifters are removed, always check the lifter foot for wear as follows:
- Place a straight edge across the lifter foot.
NOTE: Lifter foot must be clean and dry.
- While holding the lifter at eye level, check for light between the straight edge and lifter foot.
- If the light indicates a flat or concave surface of the lifter foot, the lifter should be replaced and the camshaft inspected for wear. Wear at the REAR edge of the cam base circle is NORMAL. (See Fig. 8-17) The camshaft should be replaced ONLY when lobes are worn at FRONT edge of base circle.
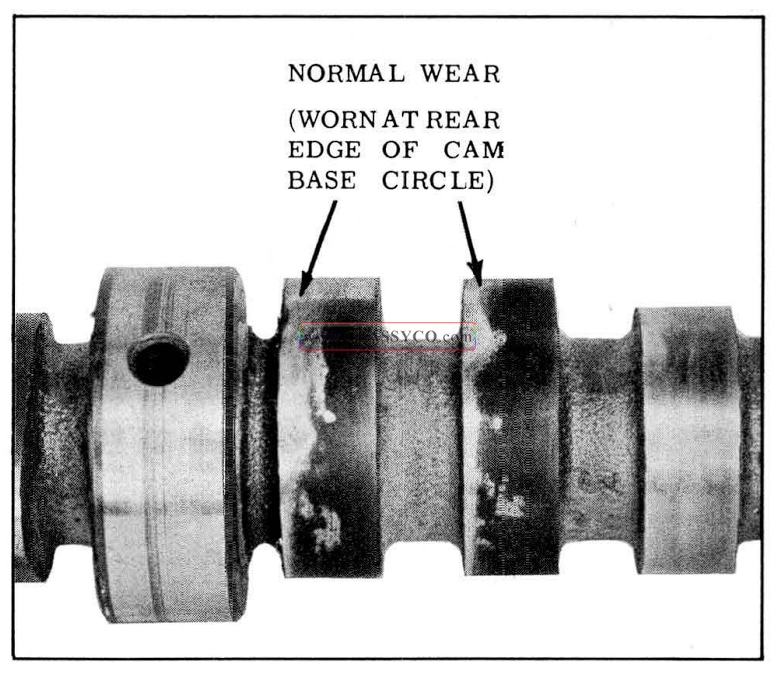
1957 Oldsmobile Camshaft Wear
IMPORTANT: Due to the design of the 1957 valve lifter, lifters that are to be leak-down tested must be assembled while submerged under Hydraulic Lifter Test Fluid BT -59. Therefore, if lifters are to be tested, omit the following steps and refer to VALVE LIFTER LEAK-DOWN for assembly and leak -down procedures.
- Place small spring and ball into ball check retainer.
- Press check valve retainer into recessed area of the lower end of plunger. (See Fig. 8-18) Make sure that the retainer flange is pressed tight against the bottom of the recess in the plunger.
1957 Oldsmobile Assembling Retainer on Plunger
- Install plunger spring over check valve retainer.
- Install the plunger assembly into the lifter body.
- Place the push rod seat on plunger.
- While depressing plunger assembly, install retaining ring.
Valve Lifter Leak-Down
The lifter must be assembled while submerged in test fluid to obtain correct leak-down rate as follows:
- Install Adapter 105-2 in reservoir of Tester BT-60, then fill reservoir with Hydraulic Lifter Test Fluid BT -59 1/2″ below top of reservoir.
- Place lifter body in reservoir.
- Assemble ball check spring, ball, and retainer to plunger as outlined in steps 1 and 2 (See VALVE LIFTER ASSEMBLE).
- Install plunger spring over ball check retainer.
- Place the plunger with assembled parts into lifter body.
- Unseat ball check with a probe and push plunger below top edge of lifter body.
- Place push rod seat on plunger then lay retaining ring on push rod seat.
- Place 1/4″ steel ball into depression on push rod seat. Lower ram until it contacts steel ball, then ALLOW WEIGHT OF TESTER ARM to compress plunger spring enough to expose retaining ring grooves.
- Install retaining ring.
CAUTION: DO NOT ATTEMPT TO EXPELL AIR FROM LIFTER BY PUMPING RAM.
- Raise ram, then start test by resting ram on steel ball. Rotate reservoir 1 revolution each 2 seconds and time the indicator from the start to the stop line. (See Fig. 18-19) Allowable tolerance for leak-down rate is 12 to 90 seconds (for used lifters) and 20 to 90 seconds (for new lifters).
- If leak-down tolerance is within specifications, the lifter can be placed in service without removing test fluid.
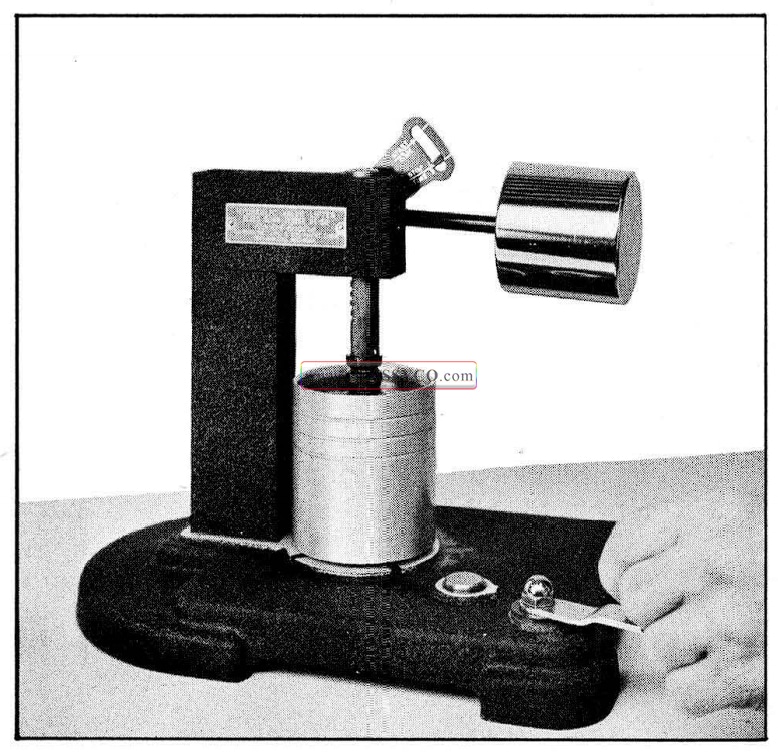
1957 Oldsmobile Testing Lifter
Valve Lifter Sizes
Valve lifters in production engines may be one of five sizes: Standard, .001″, .002″, .003″, or .005″ oversize. It is important when replacing valve lifter assemblies: that the proper size lifter be ordered. An identification numeral is etched on all lifter bodies except standard. The cylinder block is marked 1, 2, 3, or 5 for lifter size on the rail under the engine top cover. No mark indicates standard size lifter. Part numbers of lifters to be used for 1957 replacement are as follows:
5231655 (Standard Dia.)
5231661 (.001″ Oversize)
5231662 (.002″ Oversize)
5231663 (.003″ Oversize)
5231665 (.005″ Oversize)
VALVE LIFTER DIAGNOSIS
- MOMENTARILY NOISY WHEN CAR IS STARTED:
This condition is normal. Oil drains from the lifters holding the valves when the engine is not running. It will take a few seconds for the lifter to fill after the engine is started.
- INTERMITTENTLY NOISY ON IDLE ONLY, DISAPPEARING WHEN ENGINE SPEED IS INCREASED:
Intermittent clicking can be caused by a worn rocker arm.
Correction: Proceed as in step 3b.
Intermittent clicking is an indication of a bad ball check.
Correction: Clean the lifter and replace the ball.
- NOISY AT IDLE AND LOW SPEED, QUIET ABOVE 35 M.P.H.:
a. Insert a .015″ feeler gauge between the rocker arm and valve stem. If noise momentarily disappears and then reappears after a few seconds with the feeler still inserted, it is an indication that the lifter “leak-down” rate is too fast.
Correction: The lifter must be replaced.
b. Insert the .015″ feeler between the rocker arm and the rocker arm bracket. If noise disappears, the rocker arm face is off square or worn so that the arm alternately moves away from the bracket when the valve opens and then snaps back against it when the valve closes.
Correction: The following procedure is recommended whenever it is suspected that rocker arms are causing excessive valve mechanism noise:
Remove rocker shaft assemblies and observe the appearance of the wear pattern on the arms where they contact the valve stems. If an “off-square” wear pattern is noted on one or more of the arms, and the heavy side of the pattern is AWAY from the adjacent rocker shaft bracket, exchange the a rm with the one on the opposite side of the bracket. (See Fig. 8 -20)
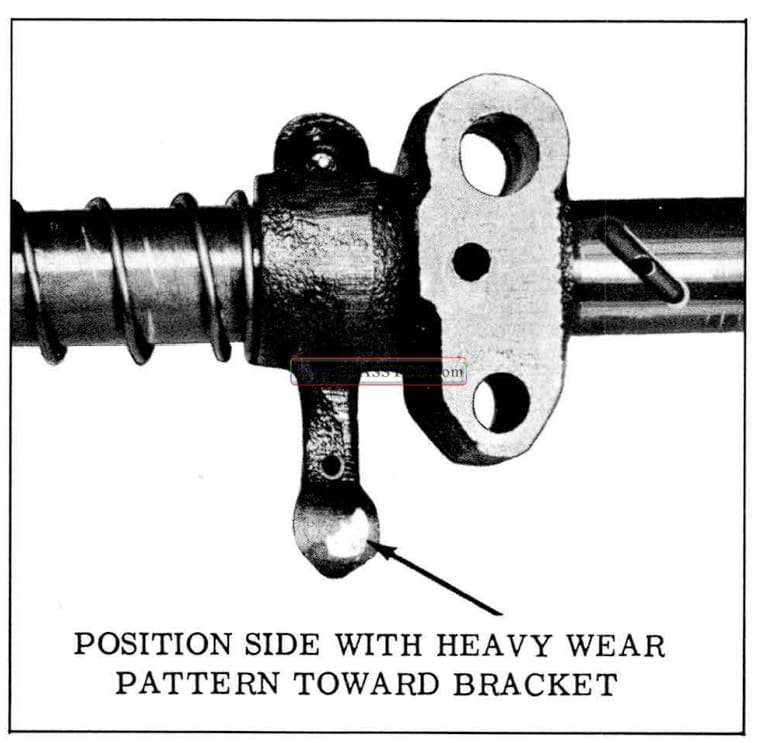
1957 Oldsmobile Rocker Arm Wear Pattern
NOTE: If the pad is badly worn, the arm should be replaced.
c. Noise can be caused by an “off -square” valve spring or a broken valve spring damper.
Correction: If noise can be stopped by pressing on side of spring with gloved hand, hold the valve stationary with Tool J- 3213-1, then rotate the valve spring. If noise still exists, check for a broken damper.
- NOISE AT HIGH CAR SPEEDS AND QUIET AT LOW SPEEDS:
a. High oil level – Oil level above the “Full” mark allows crankshaft counterweights to churn the oil into foam. When foam is pumped into the lifters they will become noisy since a solid column of oil is required for proper operation.
Correction: Drain oil until proper level is obtained. See LUBRICATION SECTION.
b. Low oil level – Oil level below the “Add 2” mark allows the oil pump to pump air at high speeds which results in noisy lifters.
Correction: Fill until proper oil level is obtained. SEE LUBRICATION SECTION.
- VALVES NOISY REGARDLESS OF ENGINE SPEED:
Correction: This condition can be caused by any of the following factors:
a. With transmission in neutral and parking brake on, run the engine at a high speed. If a foreign particle in the lifter is restricting proper operation, this method sometimes proves successful in dislodging the particle. If this method does not quiet the lifter, strike the rocker arm above the push rod with a mallet while the engine is idling. This method of correction has proven successful for dislodging a foreign particle which is preventing the ball from seating properly.
b. If the noise still persists, proceed as in Step 3b.
c. Check for valve lash by turning engine so the piston in that cylinder is on T.D.C. of firing stroke. If valve lash is present, the push rod can be freely moved with the fingers up and down a certain amount with rocker arm held against valve.
Valve lash indicates one of the following:
- Worn push rod.
- Worn rocker arm.
- Lifter plunger stuck in down position due to dirt or varnish.
- Defective lifter.
Checking of the above four items.
Remove the rocker arm shaft assembly, then proceed as follows:
- Observe upper end of push rod. Excessive wear of the spherical surface indicates one of the following conditions:
a. Improper hardness of the push rod. The rod must be replaced.
b. Improper lubrication to the push rod. The push rod and rocker arm must be replaced. The oiling system to the push rod should be checked. - If push rod appears in good condition and has been properly lubricated, replace rocker arm and recheck valve lash.
- & 4. If valve lash exists and push rod and rocker arm are O.K., trouble is in lifters. Lifter should be rebuilt or replaced.
OIL PAN AND PUMP
OIL PAN-REMOVE AND INSTALL
- Loosen starting motor.
- Remove exhaust crossover pipe.
- Disconnect idler arm support from frame.
- Remove oil pan.
- Clean oil pan. Use Methyl Chlorform to clean old sealer from pan.
When replacing the oil pan, always use new gaskets and new seals. The seals and fiber gaskets should be cemented to the pan with 3M EC 847 cement. Apply 3M EC 847 cement to the top side of the fiber gaskets. Apply a thin film of P.O.B. #3 on the exposed surface of the front and rear synthetic rubber seals to insure that the seals maintain their proper position in the pan and do not hang up on the front cover and rear main bearing sealing surfaces during oil pan installation, and to insure against leak age. Oil pan bolts should be tightened evenly 9 to 11 ft. lbs. torque.
OIL PUMP
Whenever the oil pump is disassembled, the parts should be cleaned and inspected for wear or scoring. Pressure relief valve clearance in bore should be .0025″ to .005″. Too much clearance can affect oil pressure at idle. (The oil pressure warning light on the instrument panel is calibrated to light when oil pressure is less than 3 lbs.) End clearance of gears should be .0025″ to .008″.
Oil Pump-Disassemble and Assemble
- Remove oil screen lockwire and screen. (See Fig. 8-21)
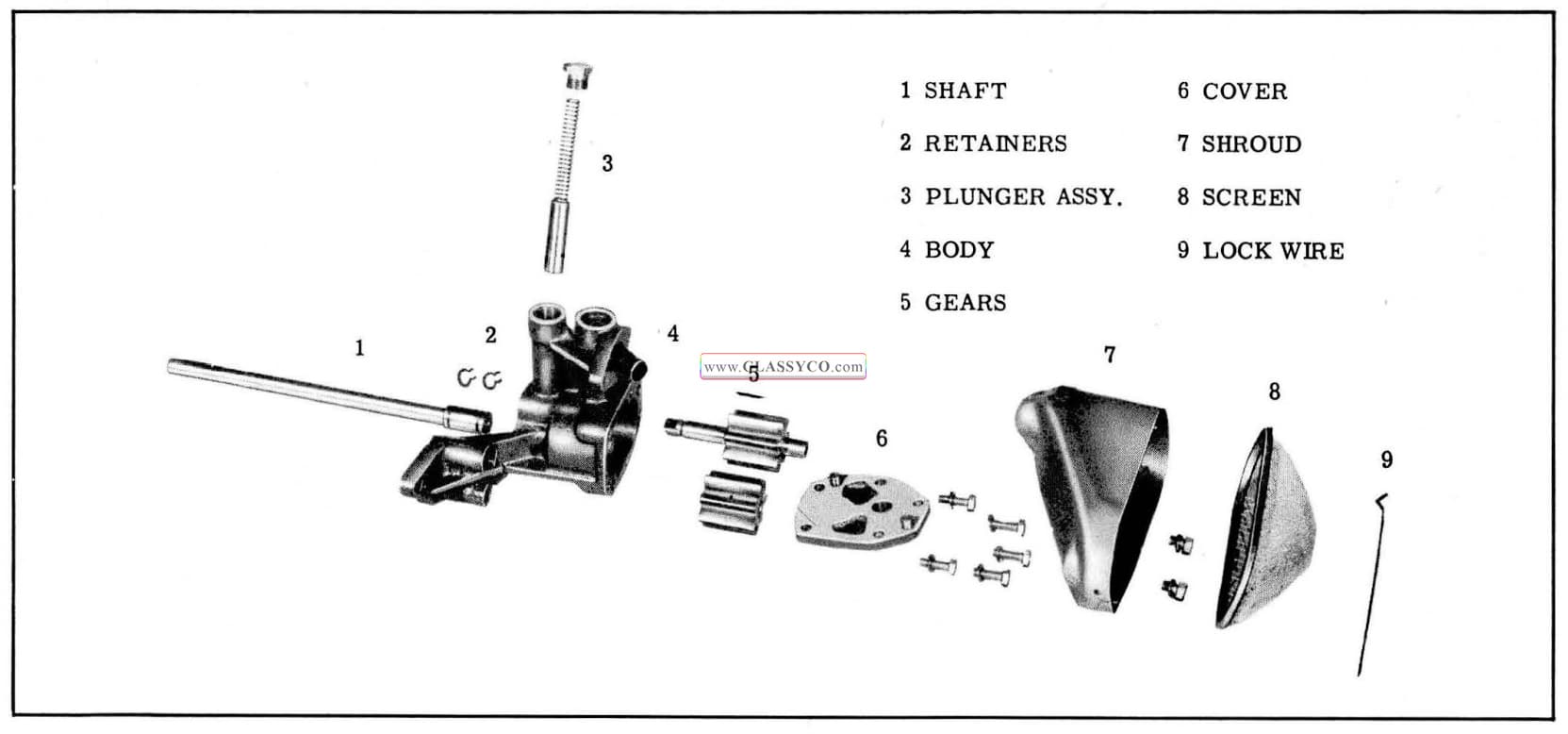
1957 Oldsmobile Oil Pump Assembly Detail
- Remove oil screen shroud.
- Remove extension shaft and coupling by removing lower snap ring from coupling.
- Remove oil pump cover.
- Remove oil pump gears.
- Remove oil pump pressure regulator nut, spring, and valve. To assemble oil pump, reverse the above procedure.
CONNECTING ROD AND PISTON ASSEMBLY
ROD AND PISTON ASSEMBLY-REMOVE
- Remove cylinder head or heads.
- Remove oil pan.
IMPORTANT: If more than one piston and rod assembly is to be removed, the corresponding cylinder number should be stamped on the machined surf aces of the connecting rod and cap (on side opposite spit hole) for identification when reinstalling. If the pistons are to be removed from the connecting rod, mark but DO NOT STAMP cylinder number on piston.
CAUTION: To prevent damage to the rods, the stamping operation must be performed while the connecting rods are still attached to the crankshaft.
- Remove the carbon ridge at the top of the cylinder bore before attempting to remove the piston and rod assembly.
- After removing bearing caps and bearings, place guide Tool BT-22 over the threads of connecting rod bolts to prevent damaging the bearing journals, then tap rod and piston assembly through the top of the cylinder bore. (See Fig. 8-22) Pistons can only be removed from the top of the cylinder block.
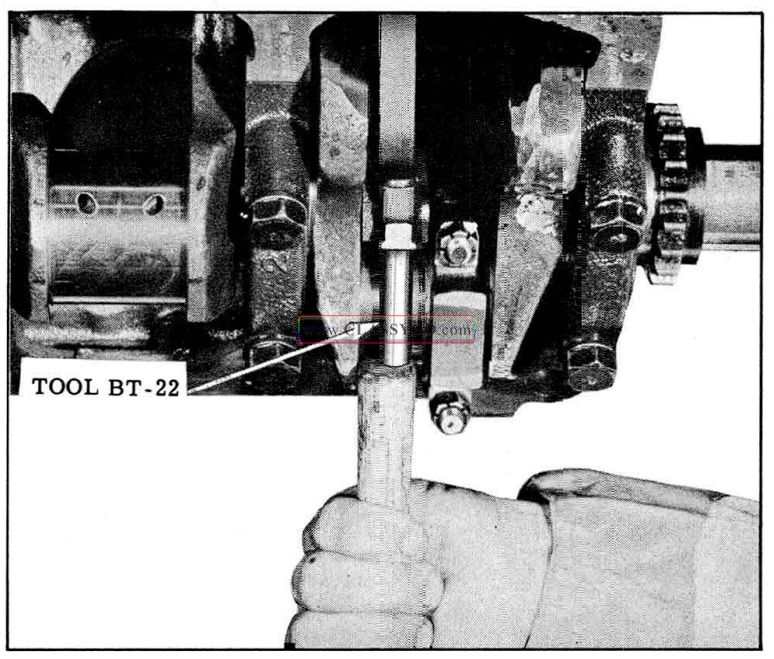
1957 Oldsmobile Connecting Rod Bolt Guide
RECONDITIONING CYLINDER BORE
Determine size of cylinder bore with inside micrometers.
Reconditioned cylinder bores should be held to not more than .001″ out of round and .001″ taper (larger at the bottom).
It is important that reconditioned cylinder bores be thoroughly washed with a large brush and a soap and water solution to remove all traces of abrasive material and thus eliminate rapid wear.
CLEANING PISTON
Clean the pistons by scraping carbon off the top of the piston and immerse the pistons in a solvent. Deposits in the ring grooves should be removed by using a broken piston ring or a suitable groove cleaning tool.
MEASURING PISTON
When measuring pistons for size, the measurement must be made on the top and bottom of the skirt at 90° to the piston pin hole (with the piston pin removed). (See Fig. 8-23). The largest reading must be at the bottom of the skirt. The allowable taper is .000″-.001″.
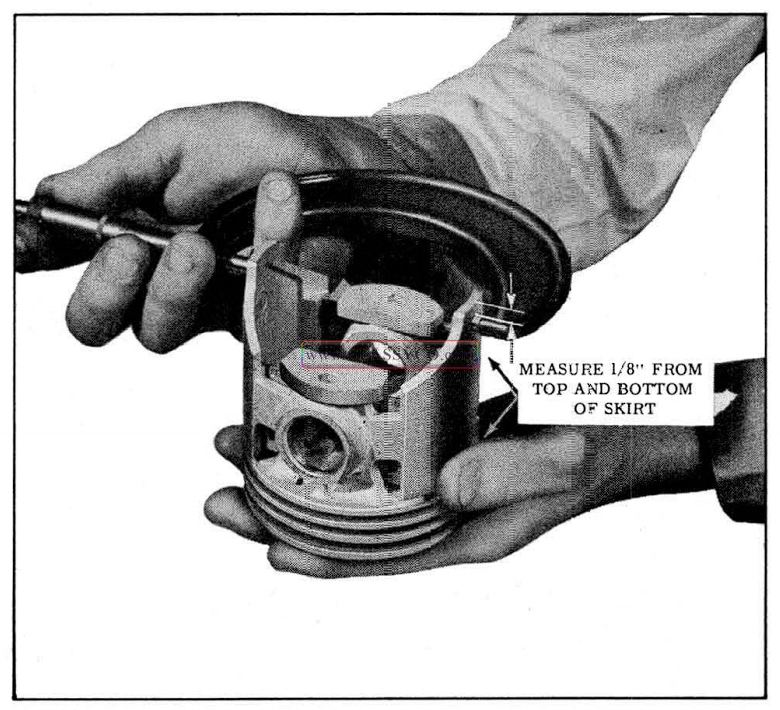
1957 Oldsmobile Measuring Piston
FITTING PISTON
NOTE: The piston and cylinder bore must be free of oil and at the same temperature.
- Place a 1/2″ x 12″ x.0015″ ribbon attached to scale HM-593-A against the upper side of the bore, at 90° to the normal piston pin lo cation. (See Fig. 8-24)
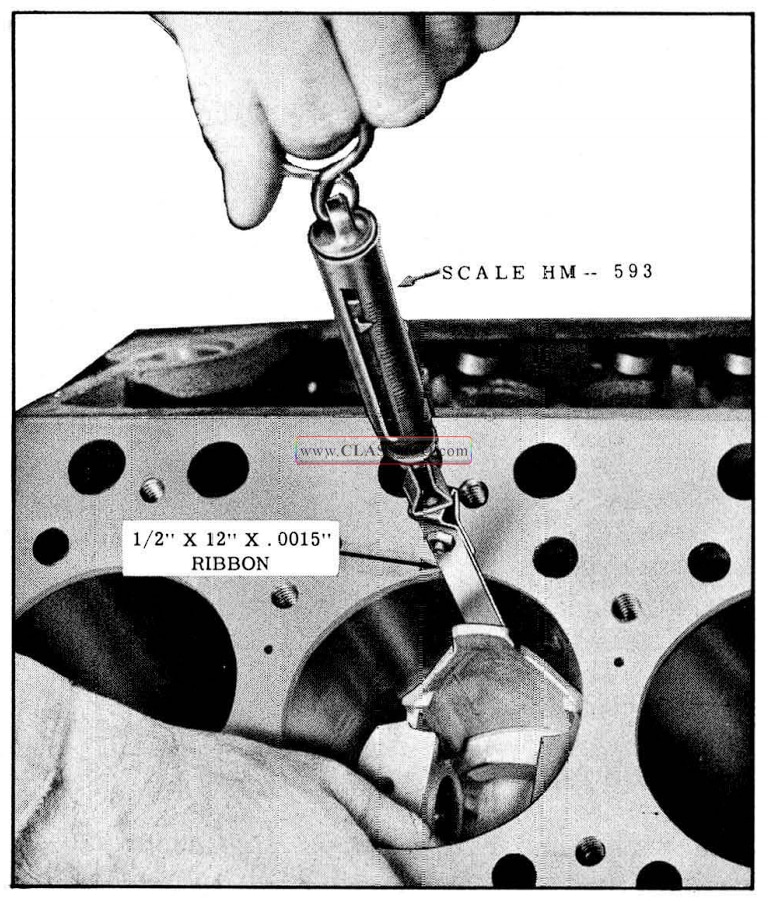
1957 Oldsmobile Fitting Piston to Cylinder
- Insert piston (with pin and rings removed) into bore with head downward.
- While holding the piston in the center of its normal travel, slowly pull the scale in a straight line and note the reading on the scale. The reading should be within 1 to 6 pounds.
Each piston should be fitted to its individual cylinder and marked for that cylinder.
PISTON PIN
Piston pins are available in three sizes – standard, .001”, and .003” oversize. Honing of the piston pin hole for installation of oversize pins is the most satisfactory method of sizing.
The correct piston pin fit in the piston is .0000” to .0002” loose and in the connecting rod .0003” to .0005” loose. If the pin to piston clearance is to the high limit (.0002”, the pin can be inserted in the piston with very little hand pressure. The pin will not fall through the piston by its own weight. If the pin to piston clearance is to the low limit, considerable hand pressure will be required to insert the pin into the piston. By using a brass drift, the pin can be tapped into the piston. It is important that both the pin and piston pin hole be clean and free of oil when checking pin fit, and that the piston pin hole is not more than.0005” out of round.
Whenever the replacement of a piston pin is necessary, the size pin required should be determined by trying standard, .001” or .003” oversize pins.
CONNECTING ROD BUSHINGS
In rod bushing replacement, the bronze bushing after having been pressed into the rod should be burnished and then finished to size with Rod Bushing Honing Tool KM0-754 or equivalent tool.
The fit of the piston pin in the connecting rod bushing should be .0003” to .0005” loose.
CHECKING ROD ALIGNMENT
After the connecting rods and pistons have been separated, the piston pins should be reinserted in the rods so the rods can be checked for alignment on Connecting Rod Checking and Aligning Fixture Tool J- 3210. The two points on the gauge must be square with the aligner face within .002” at both the top and side of pin in order for the rod to meet alignment specifications. (See Fig.- 8-25) If rod is not properly aligned, a new rod must be used. NO ATTEMPT SHOULD BE MADE TO STRAIGHTEN THE ROD.
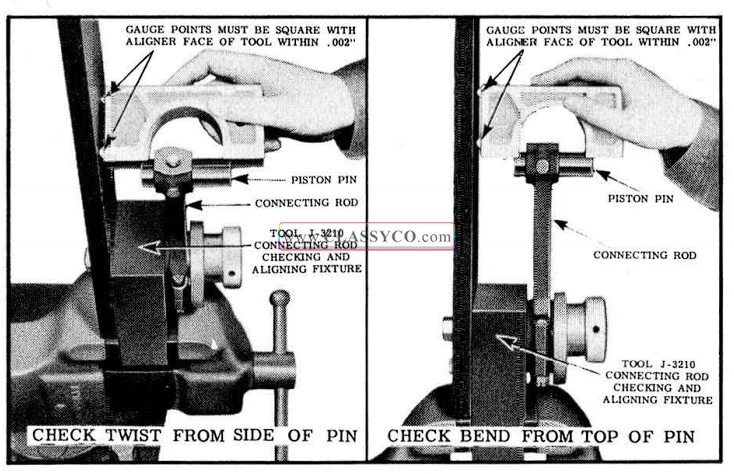
1957 Oldsmobile Checking Rod Alignment
ROD AND PISTON-ASSEMBLY
Lubricate piston pin hole and piston pin to facilitate installation of pin, then position connecting rod with its respective piston as shown in Fig. 8-26. Install piston pin and pin retainer.
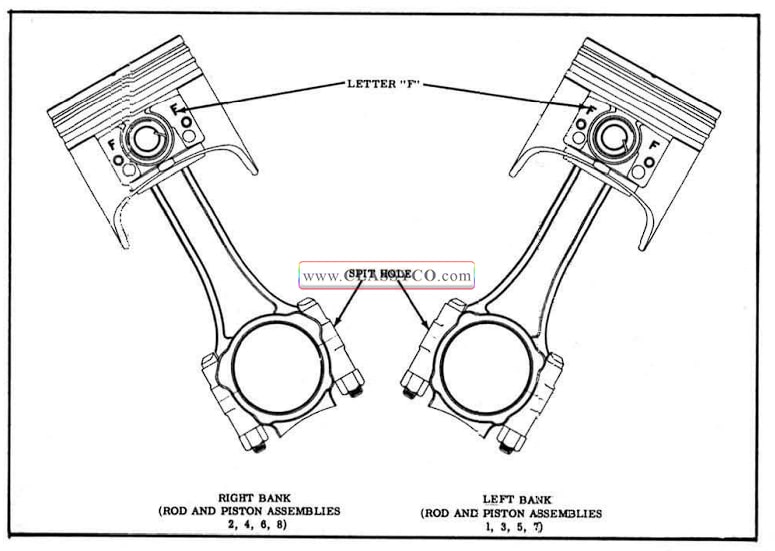
1957 Oldsmobile Assembly of Rod to Piston
RINGS
The pistons have three rings (two compression rings and one oil ring). Production rings are supplied from two sources and are of similar design. On both types of rings the outside diameter of top compression ring is chrome plated, the second compression ring is of the step type and has a black finish. The oil ring consists of two rails, an expander and a spacer.
To determine which make of production rings were installed in the engine, the following identification may be observed. Sealed Power compression rings have a “T” marked on the top of the rings. Perfect Circle compressions rings have the word “TOP” marked on the top of the rings.
RING TOLERANCES
When installing new rings, ring gap and side clearance should be checked as follows:
Piston Ring and Rail Gap
Each ring and rail gap must be measured with the ring or rail positioned squarely and at the bottom of the ring-travel area of the bore. (See Fig. 8-27)
1957 Oldsmobile Checking Ring Gaps
If the gap measurement is less than .010 ” file the ends of rings and rails until the minimum gap is obtained. Ends of rings and rails must be filed square.
Side Clearance
Each ring must be checked for side clearance (see chart below) in its respective piston groove by inserting a feeler gauge between the ring and its upper land. (See Fig. 8-28) The piston grooves must be cleaned before checking ring for side clearance.
1957 Oldsmobile Checking Side Clearance
Allowable Side Clearance
Oil Rings .0023″-.0039″
Compression Rings .001″-.003″
RING INSTALLATION
IMPORTANT: For serviced ring specifications and detailed installation instructions, refer to the instructions furnished with the parts package.
ROD AND PISTON ASSEMBLY-INSTALL
When installing piston and connecting rod assemblies, Connecting Rod Bolt Guides Tool BT-22 should be placed over connecting rod bolt threads to protect the crankshaft bearing surfaces.
Apply SAE No. 20 oil to rings and piston, then install the rod and piston assemblies in their respective bores so the notch cast in the top of each piston will be towards the front of the engine after installation.
NOTE: The piston can be installed in the piston bore without danger of breaking the piston rings if Tool KM0-357 or a similar ring compressing tool is used. (See Fig. 8-29)
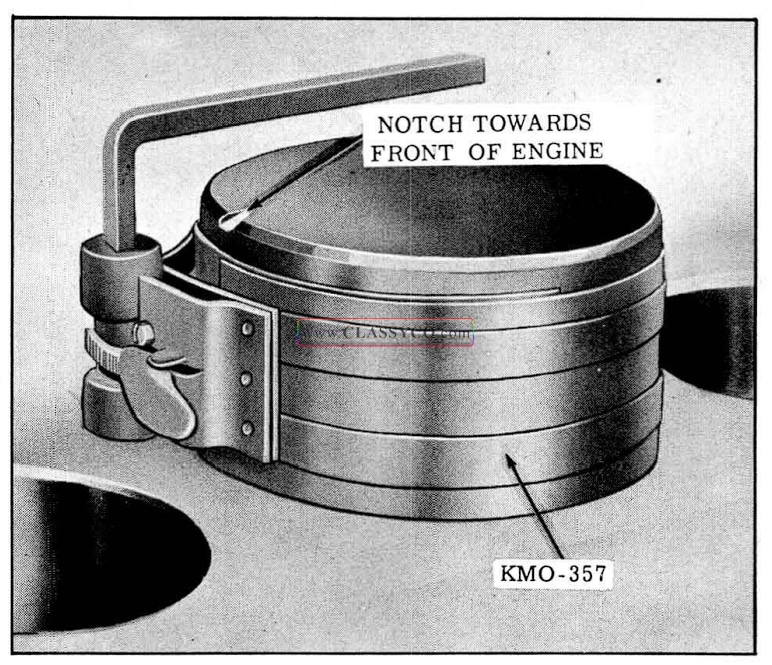
1957 Oldsmobile Installing Piston Assembly
Install connecting rod caps with bearing index notches in rod and cap on same side.
The connecting rod cap attaching nuts should be snugged up only enough to keep each rod in position until all piston and rod assemblies have been installed. This will facilitate ease of installation of the remaining piston assemblies.
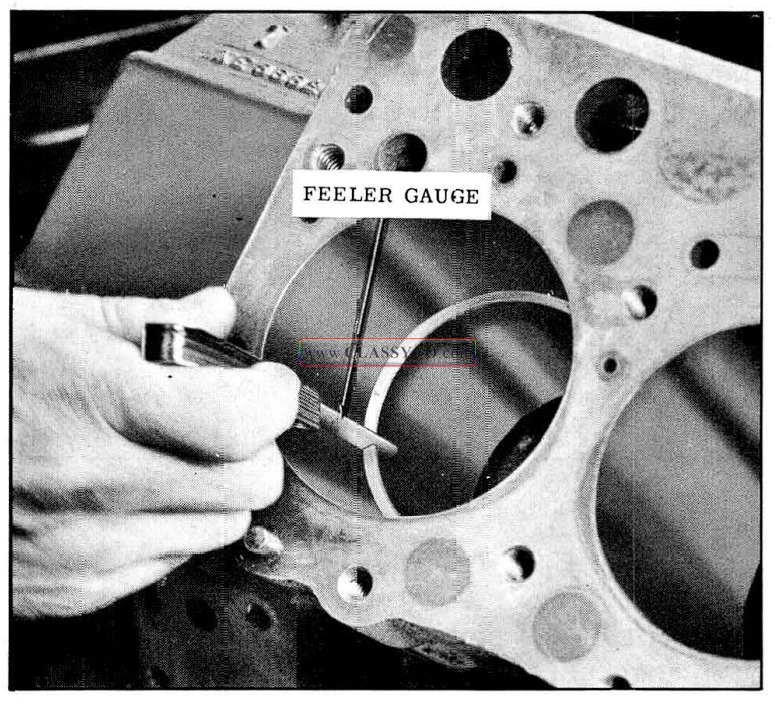
The clearance between the adjacent rods on each crankpin should be from .002″ to .011″ when checked with a feeler gauge.
Torque rod bearing cap nuts 45 -50 ft. lbs.
CONNECTING ROD BEARINGS-REPLACE
The removable steel backed aluminum insert type connecting rod bearing shells are assembled with a slight projection above the rod and cap faces to insure a positive contact. Adjustment for wear, such as installing shims behind the shells should NEVER be practiced. WORN BEARINGS MUST BE REPLACED.
Connecting rod bearings can be replaced without removing the rod and piston assembly from the engine.
- Remove oil pan.
- With crankpin at approximately bottom dead center, remove both bearing caps.
NOTE: Before removing bearing caps, stamp cylinder number on machined surfaces of connecting rod and cap for identification when reinstalling.
- Inspect crankpin journals for roughness and wear. Slight roughness may be removed with a fine grit polishing cloth saturated with engine oil. Burrs may be removed with a fine oil stone. If the journals are scored or ridged, the crankshaft must be replaced or reground.
- Clean oil from crankpin, bearing cap, connecting rod and outer and inner surfaces of bearing inserts.
- Place a piece of “Plastigauge” in the center of lower bearing shell.
- Reinstall bearing cap and torque 45 to 50 ft. lbs.
- Remove bearing cap and determine bearing clearances by comparing the width of the flattened “Plastigauge” at its widest point with the graduation on the “Plastigauge” container. The number within the graduation on the envelope indicates the clearance in thousandths of an inch. (See Fig. 8-30) If this clearance is greater than .0045″, replace the bearing.
1957 Oldsmobile Checking Bearing Clearance
NOTE: Lubricate bearing with SAE 20 oil before installation. Repeat steps 2 to 8 on remaining connecting rod bearings.
NOTE: All rods must be connected to their crankpins when rotating the crankshaft.
MAIN BEARINGS
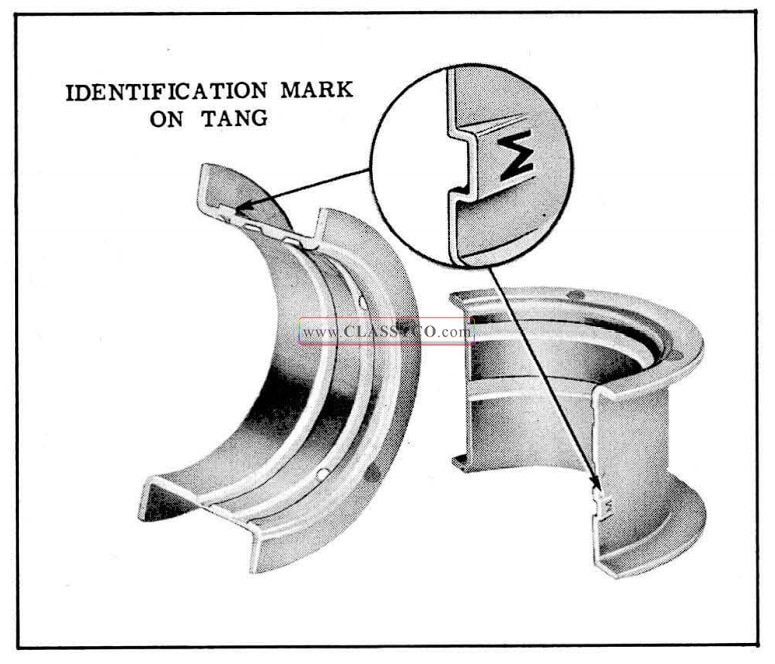
There are five replaceable main bearings. These steel backed aluminum bearings are shells indexed by small locating tangs on the edge of the bearing shells which fit in machined notches in the block and bearing caps.
The front four main bearings are alike in appearance; however, the No. 1 bearing is a selective fit. Th e rear bearing is flanged with integral thrust faces. (See Fig. 8- 31) The rear main bearing upper and lower inserts are not interchangeable.
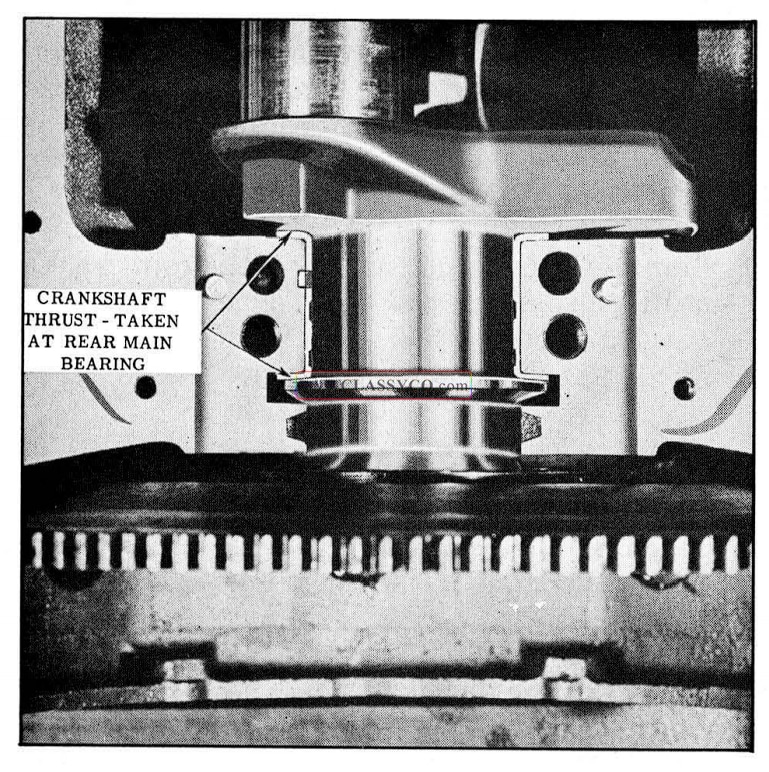
1957 Oldsmobile Rear Main Bearing
The main bearing caps are offset, making improper installation impossible. The bearing caps, except the rear cap, are numbered consecutively one through four with number one at the front.
The main bearing locating notches in the caps are machined on the same side as the corresponding notches in the block.
The main bearing journals should be checked for roughness and wear. Slight roughness may be removed with a fine grit polishing cloth saturated with engine oil. Burrs may be re moved with a fine oil stone. If the journals are scored or ridged, the crankshaft must be replaced or reground.
The journals can be measured for out-of-round with the crankshaft installed by using a crankshaft caliper and inside micrometer.
NOTE: The upper bearing shell must be removed when measuring the crankshaft journals.
The lower flywheel housing and engine pan must be removed in order to remove the rear main bearing cap; however, a bearing shell can be replaced without removing the crankshaft.
CHECKING BEARING CLEARANCES
- Remove bearing cap and wipe oil from crankshaft journal and outer and inner surfaces of bearing shells.
- Place a piece of “Plastigauge” in the center of bearing.
- Use a floor jack or other means to hold crankshaft against upper bearing she ll. This is necessary to obtain accurate clearance readings when using “Plastigauge”.
- Reinstall bearing cap and bearing. Tighten to 100 ft. lbs. torque (rear bearing cap to be tightened to 140 ft. lbs. torque.)
- Remove bearing cap and determine bearing clearance by comparing the width of the flattened “Plastigauge” at its widest point with the graduation on the “Plastigauge ” container. The number within the graduation on the envelope indicates the clearance in thousandths of an inch. (See Fig. 8-30) If this clearance is greater than .005″, replace the bearing shells.
MAIN BEARINGS-REPLACE
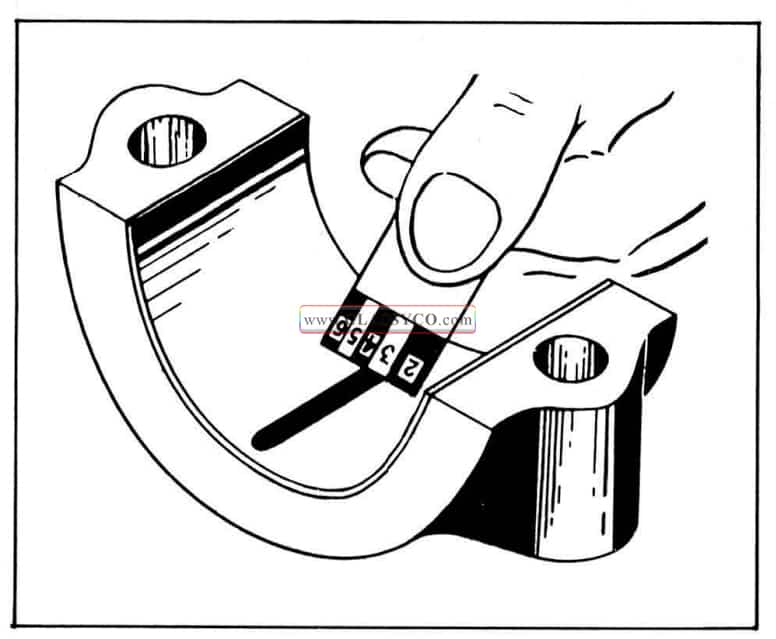
Bearing adjustments are not recommended and shims are not to be used. Whenever a bearing failure occurs, a new bearing shell should be in stalled. Front main bearing shells are selectively fitted and are furnished in “M” Medium and “H” Heavy in addition to the standard size which is also used for bearing numbers 2,3, and 4. Medium and Heavy inserts are identified by “M” or “H” markings on the tang of the bearing shell. The diameter clearance for the front main bearing is .0005″ to .0021″, and the diameter clearance for bearing numbers 2, 3, and 4 is .0005″ to .0031″. The rear main bearing clearance is .002 ” to .0035″ and is a selective fit. Rear main bearing inserts are furnished in three sizes; “M” Medium, “T” Thin, and “H” Heavy.
The tang of the rear main bearing is marked with a letter “M”, “T”, or “H”. (See Fig. 8-32) When replacing rear main bearing shell, the same size shell (determined by checking the tang marking) should be installed unless different thickness is required to obtain proper clearance.
1957 Oldsmobile Rear Main Bearing Size
- Remove cap and take out worn shell.
- Insert a flattened cotter pin in the oil passage hole in the crankshaft, then rotate the crankshaft in direction opposite to cranking rotation. The cotter pin will contact the upper shell and force it out.
- Apply special lubricant (Part No. 567196) to the rear thrust flanges of rear main bearing inserts. Place new upper half of main bearing on crankshaft journal with locating tang in correct position and rotate shaft to turn it into place.
CAUTION: Always clean crankshaft crank case thoroughly before installing new main bearings. Rear main bearing upper and lower inserts are not interchangeable.
- Install new asbestos oil seal in the rear main bearing cap. (SEE REAR MAIN BEARING OIL SEAL – REPLACE.)
- Assemble new bearing shell to cap, and install cap.
REAR MAIN OIL SEALS-REPLACE
Rear Main Oil Seal
The rear main bearing is sealed against oil leaks by a special asbestos covered wiper seal.
Special care must be exercised when installing this seal.
Whenever the crankshaft is removed, a new seal coated with graphite grease should be installed. The seal, to be properly installed, should be crowded into the groove in the upper and lower half of the bearing by hand, then driven tightly into the groove by tapping Tool 23-14 with a hammer. (See Fig. 8-33)
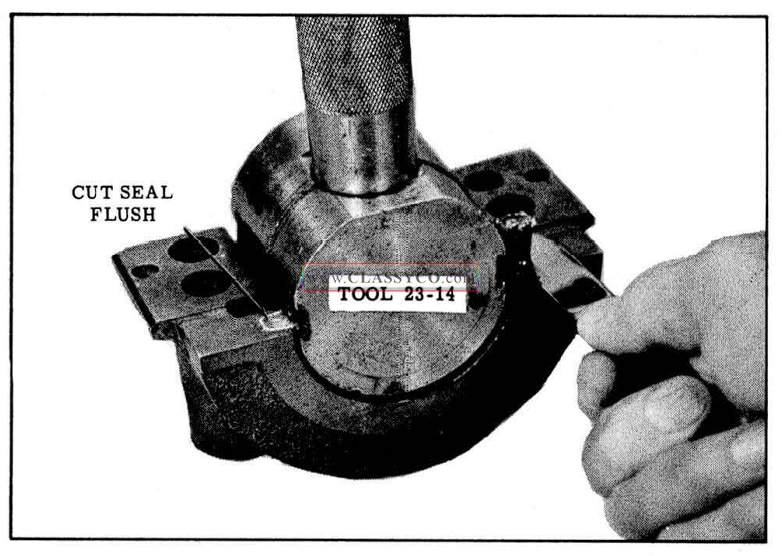
1957 Oldsmobile Installing Oil Seal (2)
After the seal has been seated in the bearing cap and while the tool is still resting in the bearing cap, the seal should be cut flush with the parting line between upper and lower bearing. The ends of the seal must be cut clean so no frayed ends will be clamped between the block and cap, and the seal must entirely fill the groove.
Cork Seals
After the rear main bearing cap has been in stalled, DuPont Cement #5402 should be wiped in grooves in block on both sides of bearing cap and the two cork seals pressed into place in the grooves. (See Fig. 8-34)
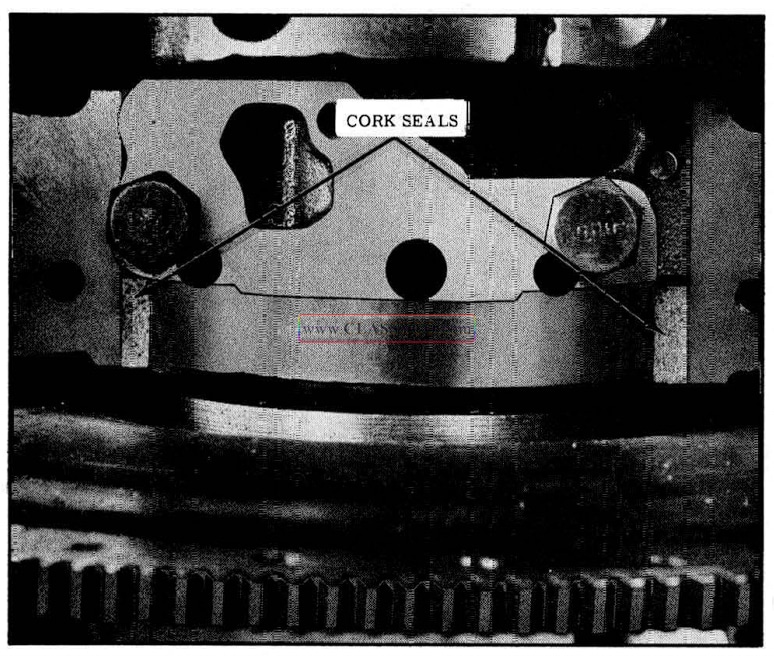
1957 Oldsmobile Rear Main Bearing Cork Seals
CRANKSHAFT PULLEY-REMOVE (WITH RADIATOR REMOVED)
- Remove belt(s) from crankshaft pulley.
- Remove crankshaft pulley bolt and washer.
- Using Puller OTC 1012 and Adapter 625-3 or a similar puller, remove pulley from crankshaft. (See Fig. 8-35)
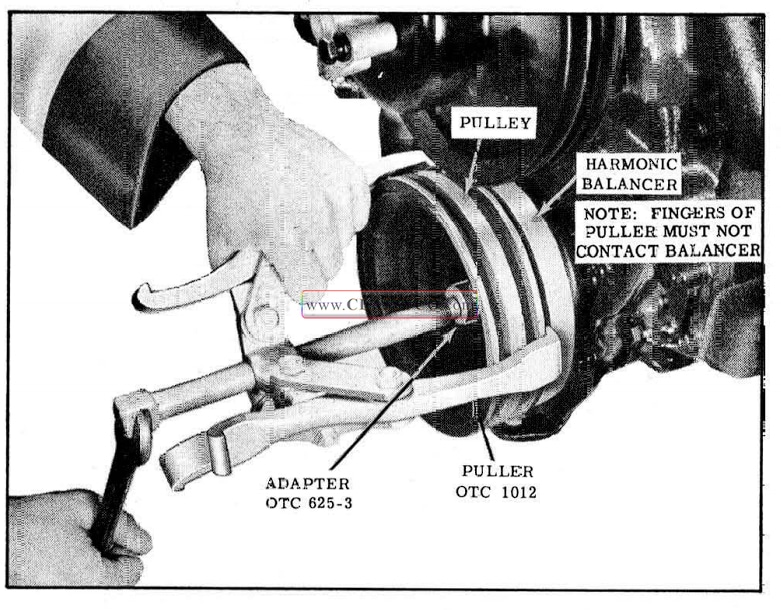
1957 Oldsmobile Removing Pulley
When installing crankshaft pulley, apply POB No. 3 Sealer to inside diameter of pulley and to crank shaft key to prevent possible oil leakage. Always use a new lockwasher on crankshaft pulley bolt and torque 100 ft. lbs. (minimum).
CRANKSHAFT FRONT OIIL SEAL REMOVE AND INSTALL
(WITH RADIATOR REMOVED)
The crankshaft front oil seal can be readily re moved without removal of the engine front cover providing Tool J-4176 is used as follows:
- Remove crankshaft pulley and replace large cap screw in end of crankshaft.
- Place fingers of Tool J-4176 over end of crankshaft, turning the fingers so that the hooks will pass through clearance between the crank shaft end and the inside diameter of the oil seal. A few light taps on the tool center screw will force the fingers in behind the rubber ring of the oil seal. (See Fig. 8-36)
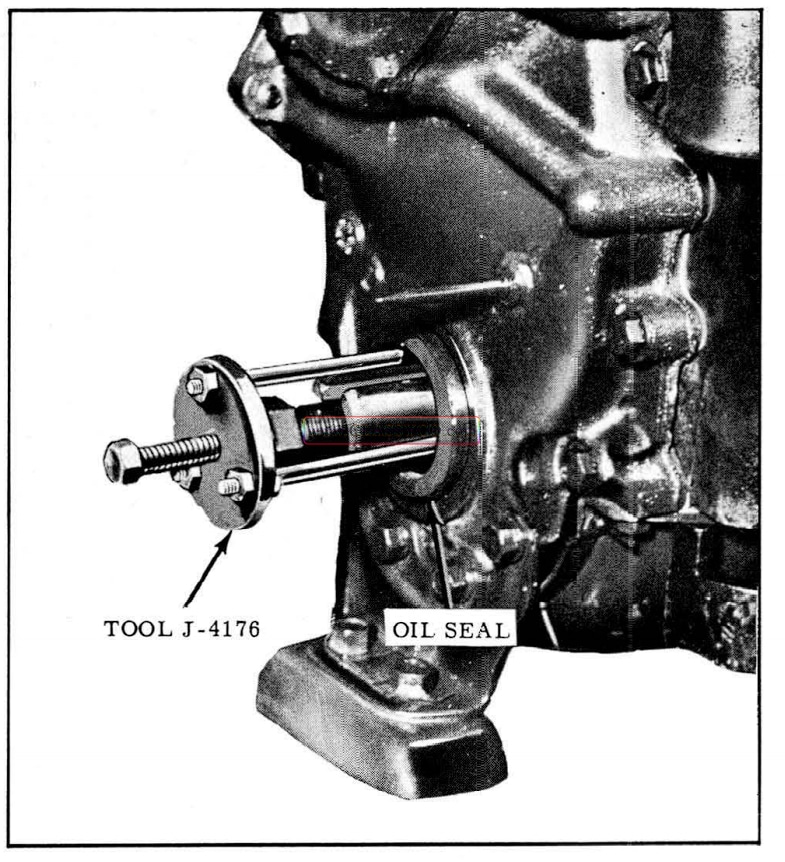
1957 Oldsmobile Removing Front Oil Seal
- Using an end wrench on the fixed nuts, rotate each finger outwardly 90° to engage the finger hooks with the inner surface of the oil seal.
- Tighten the nuts on the outer surface of the puller plate to secure the fingers in position.
- Turn the puller center screw to bear against the large crankshaft cap screw head to remove the oil seal.
The seal should be replaced in the front cover using Tool J-4177 as shown in Fig. 8-37. Coat the outside diameter of the seal with POB No. 3 Sealer and coat the sealing lip with special lubricant (Part No. 567196). Position the seal in the cover and assemble the adapter ring and driver as illustrated, so that the driver slot will clear the crankshaft key. The seal can then be installed in its proper position by driving tool until adapter bottoms on cover face.
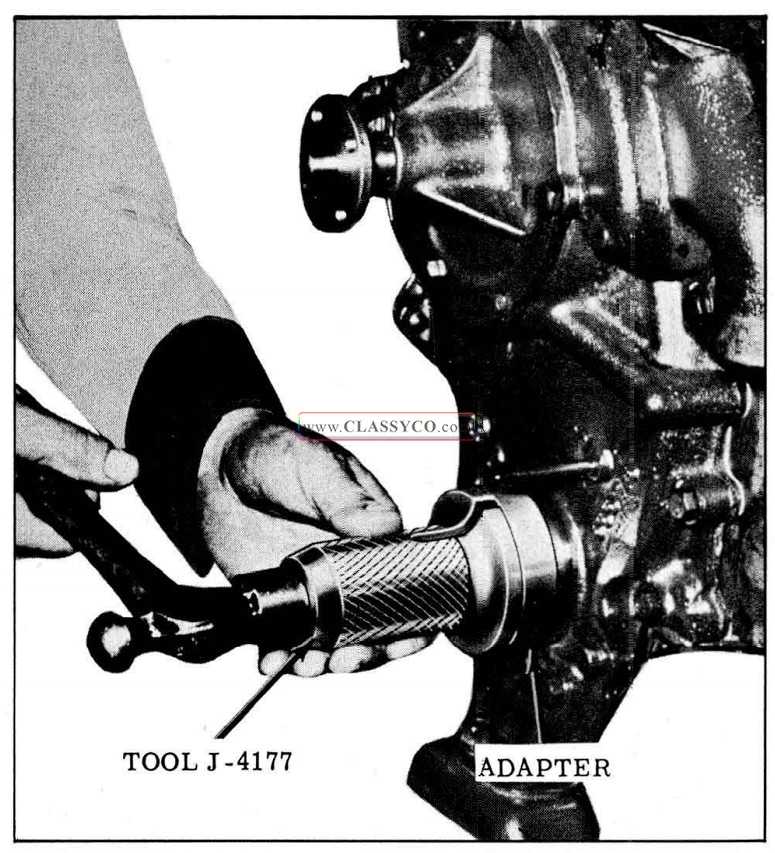
1957 Oldsmobile Replacing Oil Seal
FRONT COVER-REMOVE AND JNSTALL
- Drain cooling system.
- Disconnect lower radiator hose and heater hose from front cover.
- Disconnect generator link at generator.
- Remove oil pan.
- Remove two bolts attaching front engine mount to frame.
- Support engine with Special Tool Set BT -29. (Engine mount must clear frame cross member.)
- Remove radiator assembly.
- Remove fan blades and pulley.
- Remove crankshaft pulley.
- Install a jumper wire and crank engine until distributor rotor points to No. 3 or No. 7 firing position; then remove fuel and vacuum pump assembly. (See Fig. 8-38)
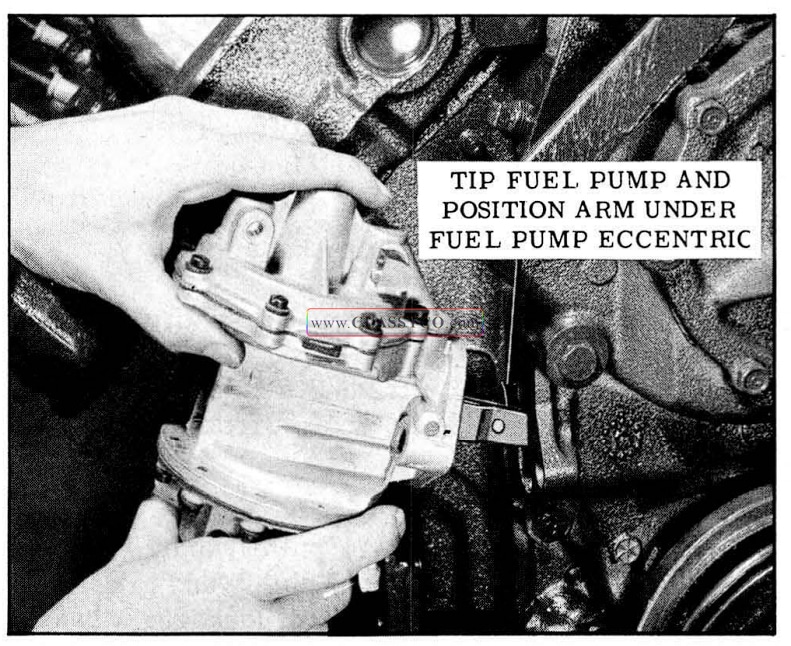
1957 Oldsmobile Fuel Pump Removal
- Remove front cover attaching bolts and front cover assembly.
To install, reverse sequence of operations.
NOTE: Always install a new front oil seal. Fuel pump rocker arm pad should be coated with special lubricant (Part No. 567196).
The front cover attaching bolts should be dipped in POB No. 3 Sealer and torqued 30 to 35 ft. lbs. One side of the fuel and vacuum pump gasket should be coated with a gasket cement to hold gasket in place during installation of Pump.
TIMING CHAIN AND GEARS (WITH FRONT COVER REMOVED)
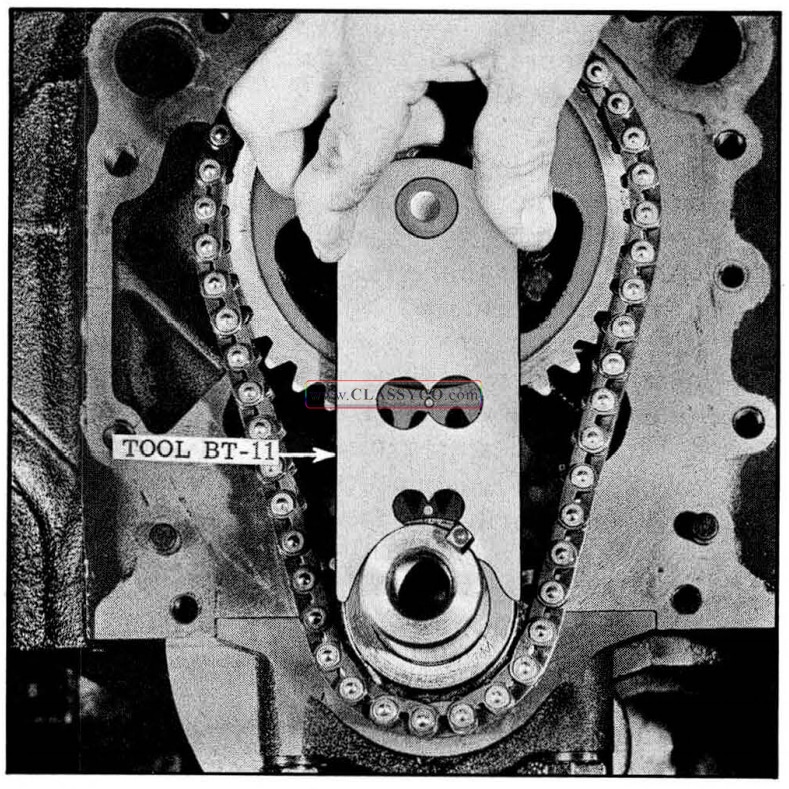
Whenever the timing gears or chain are to be removed, remove the fuel pump eccentric, then pull the camshaft gear from the shaft. The timing chain can now be removed. To remove the crank shaft gear, tap gear off shaft or if the gear is a tight fit, use a universal puller.
On reassembly, apply POB No.3 Sealer to crankshaft key, then install the gears and timing chain so the correct valve timing is obtained Punch marks on timing gears must index with pointers on Gauge BT-ll. (See Fig. 8-39) Install fuel pump eccentric with the cupped side out and torque attaching cap screws 15 to 20 ft. lbs. Lubricate end of camshaft plunger with special lubricant (Part No. 567196)
1957 Oldsmobile Timing Camshaft
EXTERNAL METHOD OF CHECKING VALVE TIMING
- Remove rocker shaft assembly on the left hand cylinder head.
- Install jumper wire and crank engine until timing pointer on engine front cover indexes with trailing edge of timing mark on crank shaft pulley. The No. 1 piston will then be on top dead center of firing stroke.
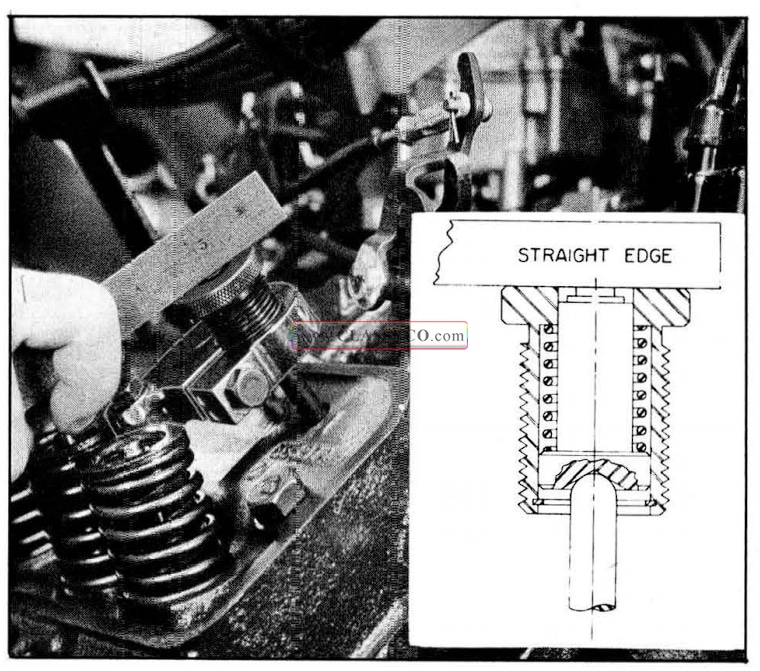
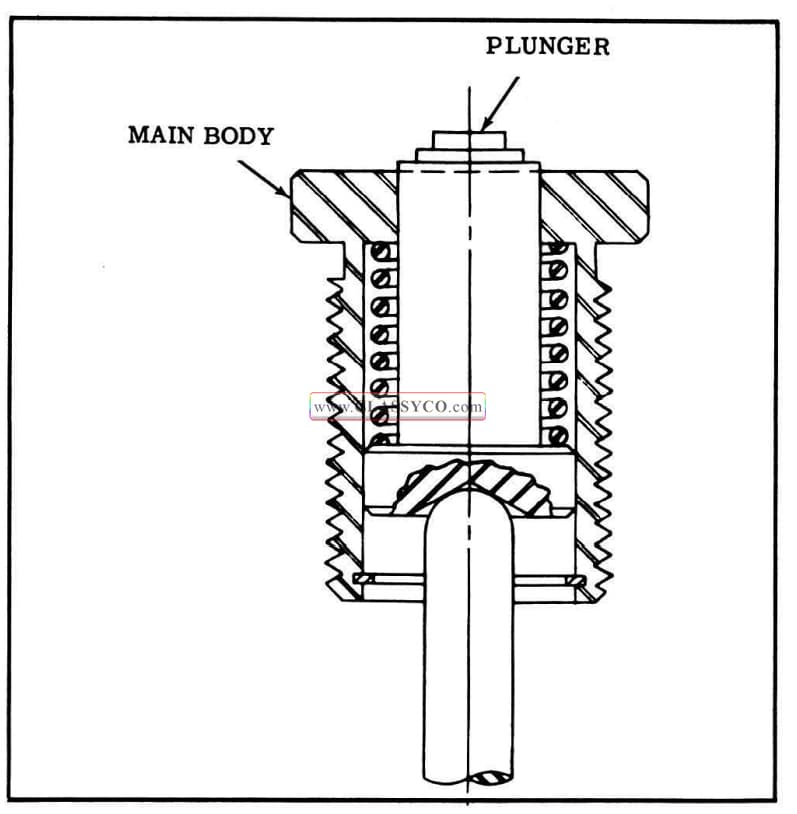
- Install Tool J -537 4 in place of rear rocker shaft bracket with step plunger over No. 7 cylinder exhaust push rod (rear-most push rod.) The 7 /16″ diameter pilot at bottom of tool will fit into cylinder head bolt hole.
- Screw main body of gauge down so the step plunge r contacts the p ush rod and the small diameter of the step plunger is flush with the top of the main body as shown in Fig. 8-40. Tighten clamp bolt.
1957 Oldsmobile Adjusting Tool J-5374
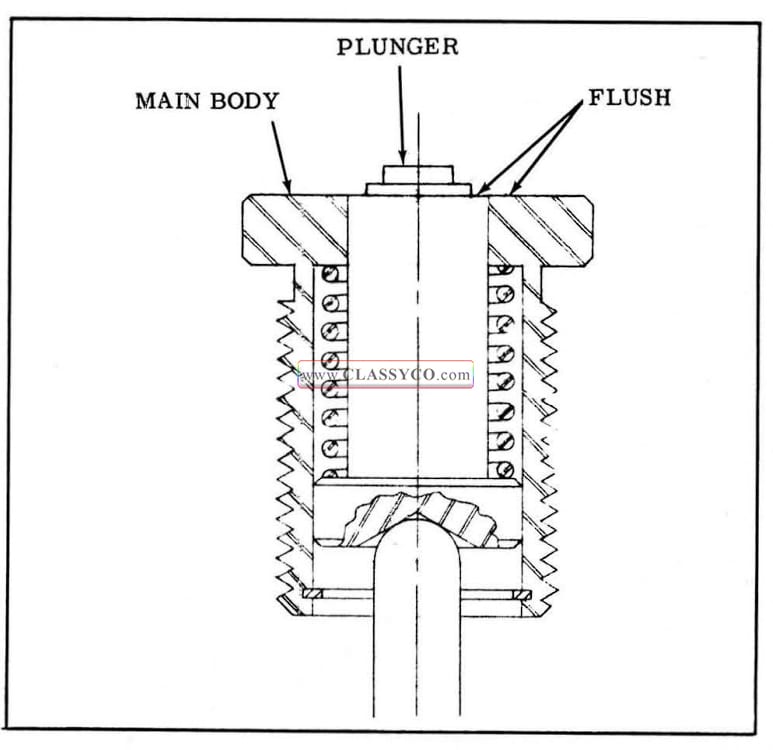
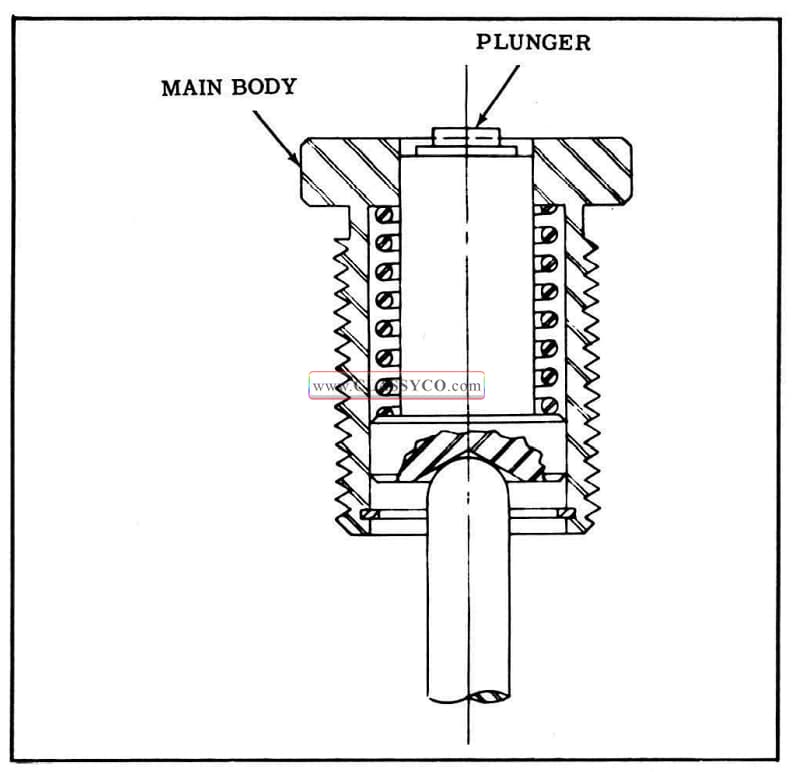
- Crank the engine ONE complete revolution so that cylinder No. 1 is again on top dead center (beginning of intake stroke). If the timing chain is installed properly on the engine, the plunger will rise so the third step is flush with the main body. (See Fig. 8-41) If camshaft is advanced one tooth, the third step will rise above the top of the main body as shown in Fig. 8-42. If camshaft is retarded one tooth, the second step will be below the top of the main body as shown in Fig. 8-43.
1957 Oldsmobile Valve Timing Correct
1957 Oldsmobile Valve Timing Advanced
1957 Oldsmobile Valve Timing Retarded
CAMSHAFT AND CAMSHAFT BEARINGS
Camshaft-Remove and Install
- Remove valve lifters.
- Remove distributor.
- Remove engine front cover.
- Remove camshaft plunger assembly, fuel pump eccentric, camshaft sprocket and timing chain.
- Remove camshaft by CAREFULLY sliding out from front of engine.
To replace, reverse sequence of operations. Lubricate end of camshaft plunger with Special Seal Lubricant (Part No. 567196), set valve timing (see TIMING GEARS AND CHAIN), set ignition timing, adjust carburetor idle and check throttle linkage.
Camshaft Bearings-Remove
Camshaft bearings may be removed and replaced in the Rocket Engine with the use of Camshaft Bearing Remover and Replacer Tool J-4476. Whenever it is necessary to replace one bearing, ALL BEARINGS must be replaced. Service bearings do not require line reaming. Step by step procedure as shown in Fig. 8-44 must be followed.
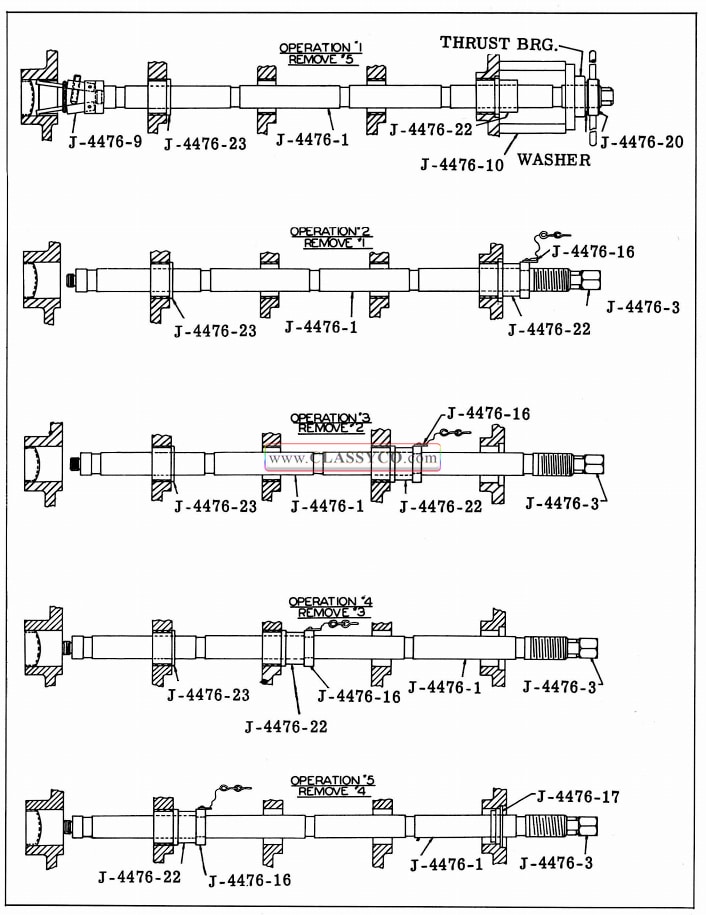
1957 Oldsmobile Removal of Camshaft Bearings
Camshaft Bearings-Replace
CAUTION: Be sure procedure as outlined in Fig. 8-45 is followed. If Tool J-4476-5 is mispositioned, it is possible to drive out the plug in rear of cylinder block. If the plug is loosened, flywheel removal will be required to install a new plug. The bearings are installed with the outside chamfer toward the rear of the engine. Start bearing so that the lower oil hole in bearing will align with the crankshaft to camshaft oil passage. Positioning the bearing seam toward top center of block will properly locate oil holes. After bearings are installed, check alignment of lower holes with a piece of wire and also check upper holes in No. 2 and 4 bearings which feed oil to rocker shafts.
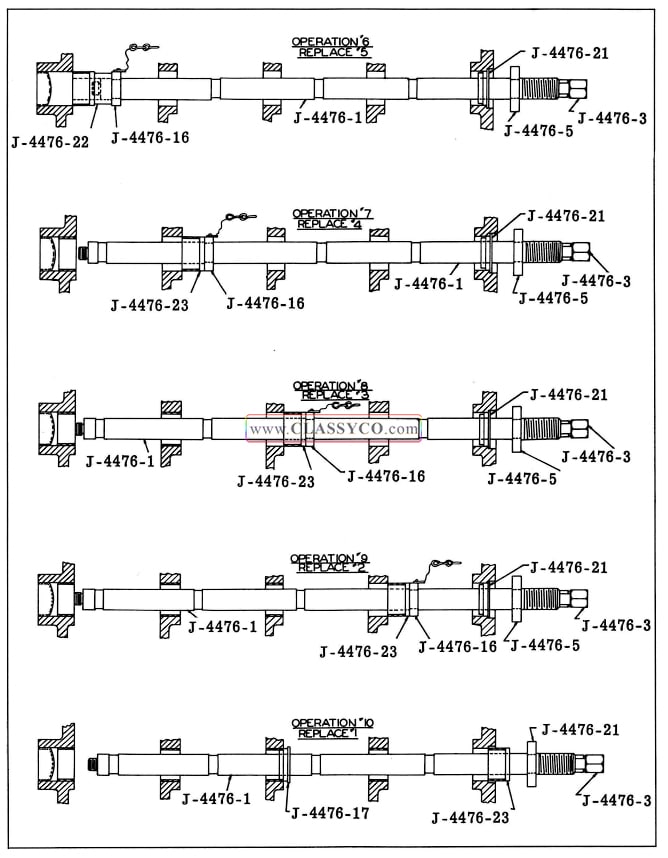
1957 Oldsmobile Installation of Camshaft Bearings
CRANKSHAFT PILOT BEARING (SYNCRO-MESH)
On Syncro-Mesh equipped cars a Durex pilot bearing is located in a bore in the rear end of the crankshaft and is held in place by a sheet metal retainer pressed in the crankshaft. (See Fig. 8-46)
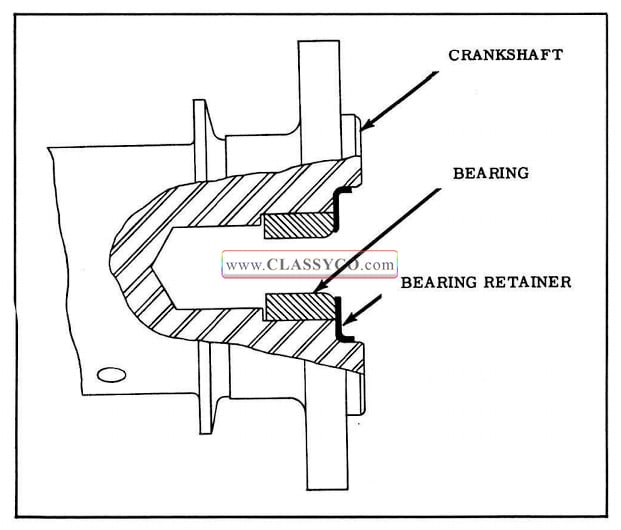
1957 Oldsmobile Crankshaft Pilot Bearing (SM)
When replacing the pilot bearing, pry out the bearing retainer using a screwdriver; then remove the bearing with Pilot Bearing Puller J-1448. All old lubricant in the reservoir behind the bearing should be removed.
Install the new bearing using Pilot Bearing and Retainer Tool Set 1-4530. Apply a light coat of POB No. 3 Sealer to rim of retainer then install retainer. Add 1/4 ounce (level tablespoonful) of front wheel bearing grease to the reservoir.
PILOT BORE WICK (JETAWAY)
Whenever the jetaway transmission is removed, the pilot bore wick and the flywheel hub should be lubricated with Special Lubricant (Part No.567196). (See Fig. 8-47)
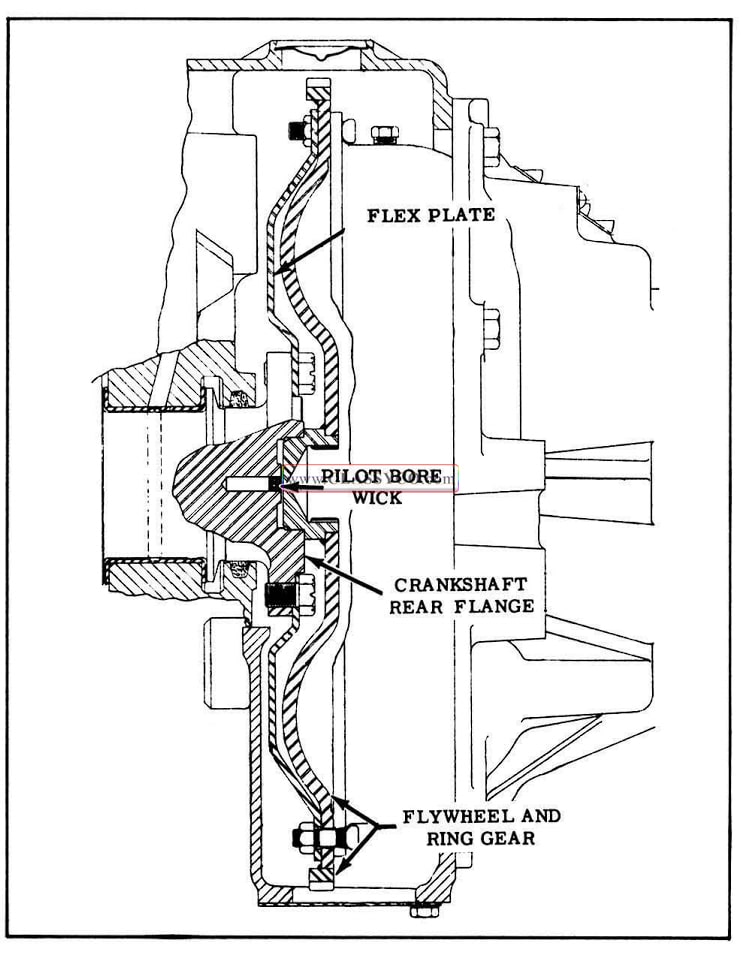
1957 Oldsmobile Jetaway Flex Plate
FLYWHEEL AND FLEX PLATE
The flywheel in Jetaway Hydra-Matic equipped cars is of pressed steel, one piece construction with an integral ring gear. Power from the crankshaft is transmitted to the flywheel through a flex plate. (See Fig. 8-47) The Syncro-Mesh flywheel is of cast iron and has a hardened steel ring gear shrunk on its outside diameter. The flywheel is attached to the crankshaft.
One bolt hole in the Syncro-Mesh flywheel or the Hydra-Matic flex plate is offset so that either will fit on the crankshaft in only one position. The flywheel and flex plate mounting bolts, which are self locking, thread into the crankshaft rear flange. The mounting bolts for Syncro-Mesh flywheels are longer than the bolts used for Hydra-Matic. Torque Syncro-Mesh flywheel to crankshaft bolts 85 to 95 ft. lbs. and Jetaway flex plate bolts 55 to 65ft. lbs.
FRONT ENGINE MOUNT
When installing a front engine mount, the engine bracket to mount attaching nuts should first be installed finger tight and then alternately tightened down one turn at a time. DO NOT TIGHTEN ONE SIDE INDEPENDENTLY OF THE OTHER. This is extremely important since the lower portion of the assembly would not seat evenly in the upper portion. (See Fig. 8-48) The front mounting must be properly positioned and tightened; otherwise, the mounting will bind and the engine will feel rough, particularly at idle.
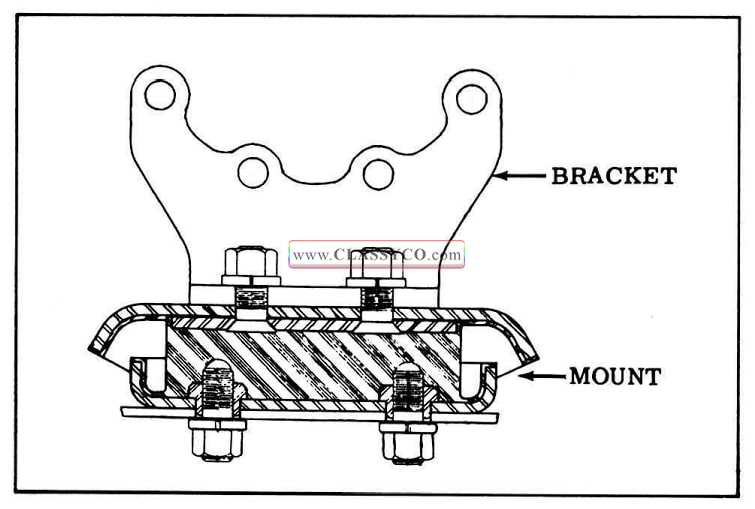
1957 Oldsmobile Front Engine Mount
To Replace Front Engine Mount:
- From under the car remove mount to frame nuts.
- Alternately loosen the mount to bracket nuts and raise front of engine until mount can be removed.
- To install front engine mount, reverse above operations using new lockwashers. Tighten mount nuts 45 to 50 ft. lbs.
REAR ENGINE MOUNTS
The rear engine mounts used on Hydra-Matic equipped models differ from mounts used on Syncro-Mesh equipped models. (See Fig. 8-49) When replacing mounts, the rear of the engine should be raised only enough to permit removal and installation of the mounts. After installing all bolts loosely, tighten the mount to flywheel housing bolts 50 to 60 ft. lbs.; then lower the engine so the full weight is on the mounts and tighten the mount to cross member bolts 45 to 50 ft. lbs.
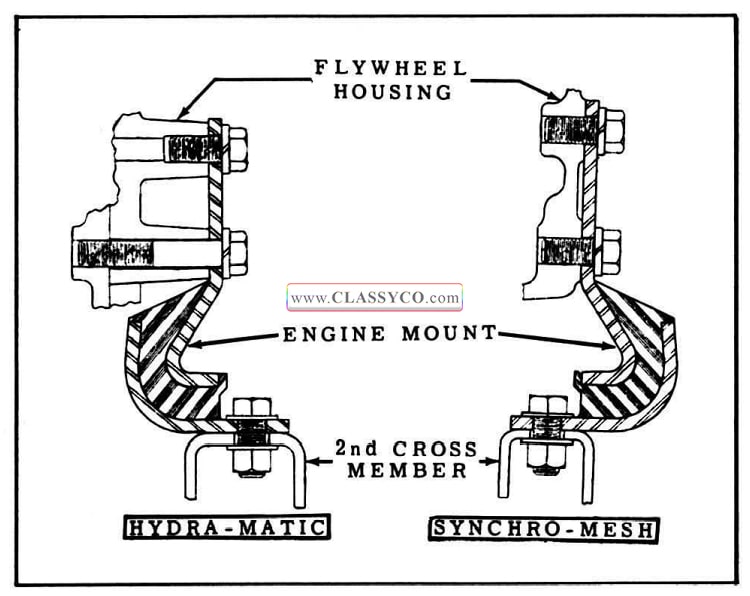
1957 Oldsmobile Rear Engine Mounts
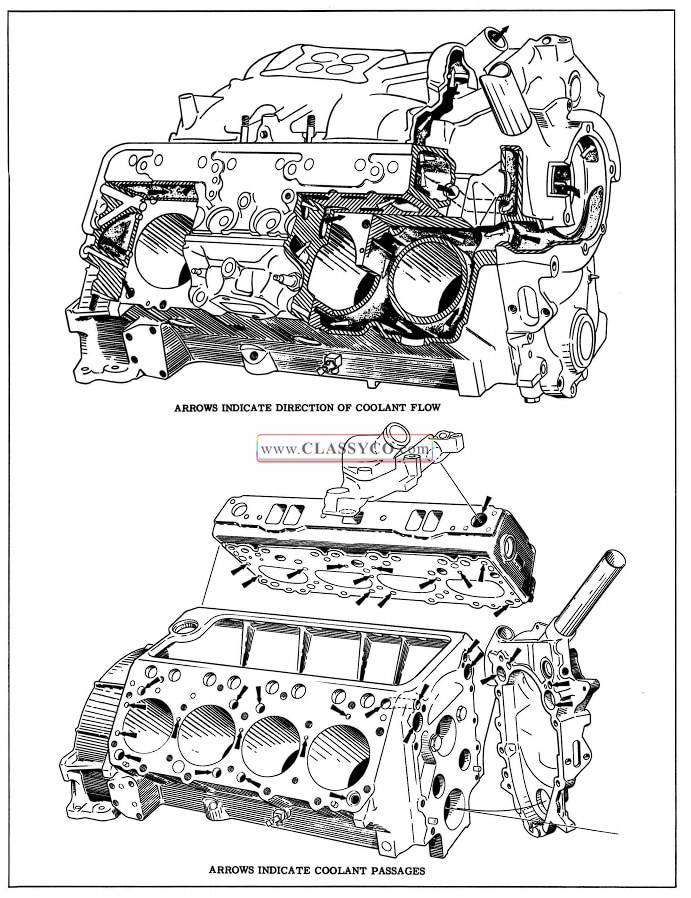
COOLING SYSTEM (Fig. 8-50)
The water pump discharges water through the front engine cover into both banks of the block. The water then flows through the full length water jackets in the block, up into the two cylinder heads, through the heads, and then flows from the front of each cylinder head through the intake manifold water passage to the water outlet and finally to the radiator.
When the thermostat is closed, all the water flows through the two internal by-passes to the inlet side of the water pump and back to the engine block.
No water distributor tube is used in the block since the size and location of the water distributor holes in the cylinder block and heads are designed for uniform coolant distribution.
The 13 pound pressure radiator cap (on cars without air conditioning) raises the boiling point of the water in the cooling system to approximately 243°F. The 15 pound pressure radiator cap (on cars with the air conditioning) raises the boiling point of the water to approximately 248°F.
CAUTION: When removing the radiator cap when the engine is hot, turn the cap counter clockwise to the point where pressure is re leased. After all the pressure has been released, the cap can then be safely removed.
1957 Oldsmobile Engine Cooling
RUST PROOFING
Rust proofing of the cooling system can best be accomplished through the use of Rust Inhibitor, Part No. G.M. 986977.
All new Oldsmobiles have rust inhibitor added to the cooling system at the time of initial fill. The rust inhibiting compound is non-foaming and non-corrosive.
It is not necessary to add rust inhibitors to cars that have standard anti-freeze products containing proper corrosion preventing inhibitors.
It is recommended that 16 ounces of Rust Inhibitor be added to the cooling system each time it is drained and the coolant changed. In areas where temperatures do not require anti-freeze during the winter months and there is no occasion to drain the cooling system, 16 ounces of Rust Inhibitor should be added annually, preferably in the spring.
DRAIN AND REFILL
Before draining the cooling system, inspect the system and perform any necessary service to in sure that it is clean, leak-tight and in proper working order.
- Completely drain the system by opening drain valves at radiator lower tank and on each side of engine block.
NOTE: If coolant drains out rusty, or if rust deposits are seen in the radiator, the cooling system should be reverse flushed.
- Determine the amount of anti-freeze to be used and mix with approximately 2 gallons of water.
- Start engine and immediately pour the mixture of anti-freeze and water into the radiator with the engine idling and finish filling with water until level is approximately half way up the filler tube.
- Run the engine until it reaches driving temperature, covering the radiator if necessary in order to open the thermostat and establish complete circulation through the system before driving the car or exposing it to freezing temperature. Finish filling with water to the level of the top of the overflow pipe after the engine has reached operating temperature.
FAN AND PULLEY-REMOVE AND INSTALL
The fan blades and pulley can be removed without disturbing the water pump or radiator.
NOTE: If belt tension on pulley is not released, the fan can be removed without disturbing the pulley by removing four attaching bolts. When the first two bolts are removed, replace with aligning studs. The tension of the belt will keep the pulley in position.
To remove the fan and pulley as an assembly proceed as follows:
- Loosen generator and link adjusting bolt.
- Remove four fan and pulley attaching bolts.
- Remove fan and pulley.
Reverse the above procedure for installing fan and pulley and adjust belt(s) to proper tension:
For power steering pump belt adjustment, see STEERING SECTION. For generator belt adjustment, see ELECTRICAL SECTION. For compressor belt adjustment, see AIR CONDITIONING SECTION.
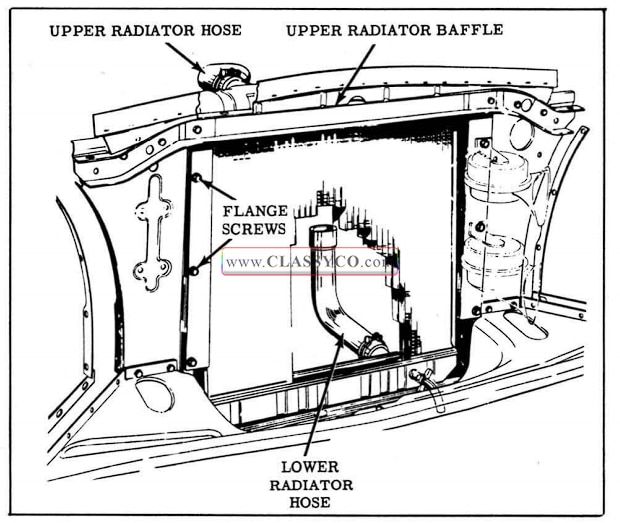
RADIATOR-REMOVE AND INSTALL (Fig. 8-51)
- Drain complete cooling system.
- Disconnect upper and lower radiator hoses.
- Disconnect horn wires and remove horns.
NOTE: If car is equipped with Jetaway transmission, disconnect and cap oil cooler lines. Disconnect radiator shroud and position away from radiator.
- Remove upper radiator baffle.
- Remove sheet metal screws from radiator flange. (Both sides.)
- Position fan blades to clear radiator lower outlet and remove radiator. To replace radiator, reverse sequence of operations and refill to top of over flow pipe. Check Jetaway Hydra-Matic fluid level.
1957 Oldsmobile Radiator Removal
1957 Oldsmobile Front Cover and Water Pump Assembly
REMOVE WATER PUMP
- Drain cooling system.
- Loosen pulley bel s, then remove fan, spacer and pulley from pump hub.
- Remove six water pump attaching bolts (four pump housing to front engine cover attaching bolts and two pump housing to block attaching bolts.
- Remove water pump.
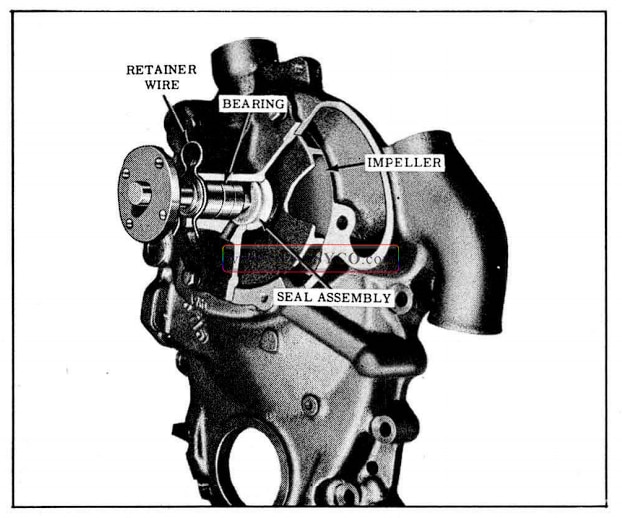
DISASSEMBLY
- Remove bearing retainer wire from front of housing.
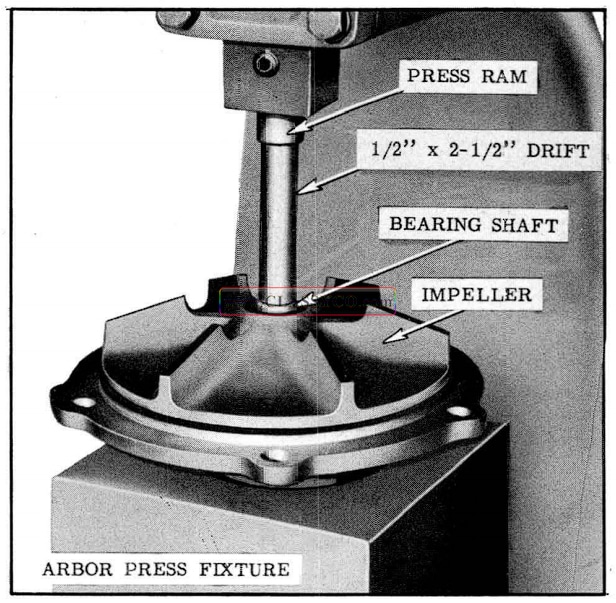
- Support outside surface of pump housing in arbor press and press shaft through impeller and housing, pressing on impeller end of shaft toward front of housing (See Fig. 8-53)
- Remove seal assembly from rear of housing by driving against inside face of seal with a drift.
- Remove pulley drive flange. (Support flange and press shaft through flange.)
- Clean all sealer material from pump housing and seal seat.
1957 Oldsmobile Removing Impeller from Shaft
ASSEMBLY
- Place Bearing Installing Gauge 33-68 in pump housing, then press bearing assembly into pump housing as shown in Fig. 8-54, until bearing bottoms on gauge.
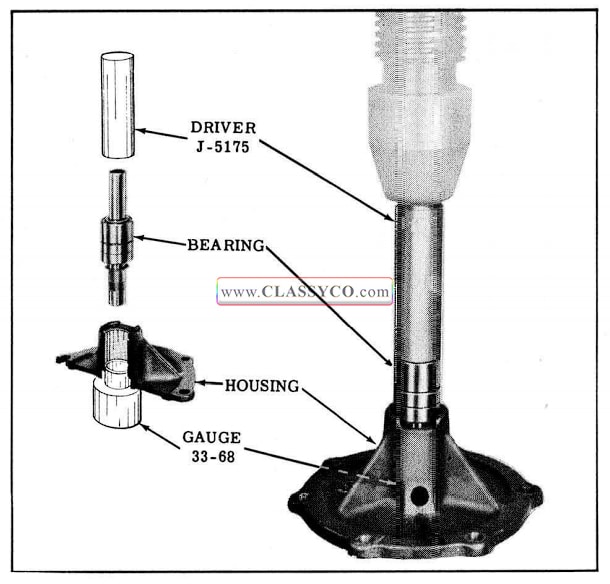
1957 Oldsmobile Installing Bearing
- Install nearing retainer wire.
- Install fan hub with Tool BT -16 as shown in Fig. 8-55.
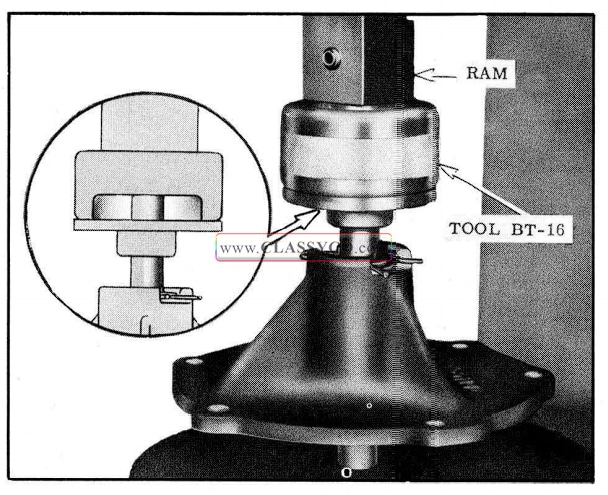
1957 Oldsmobile Installing Fan Hub
NOTE: Assembly must be supported on bearing shaft.
- Coat the outer seating diameter of new seal with C.P. No. 9 Sealer and install seal using Tool 23-17 as shown in Fig. 8-56.
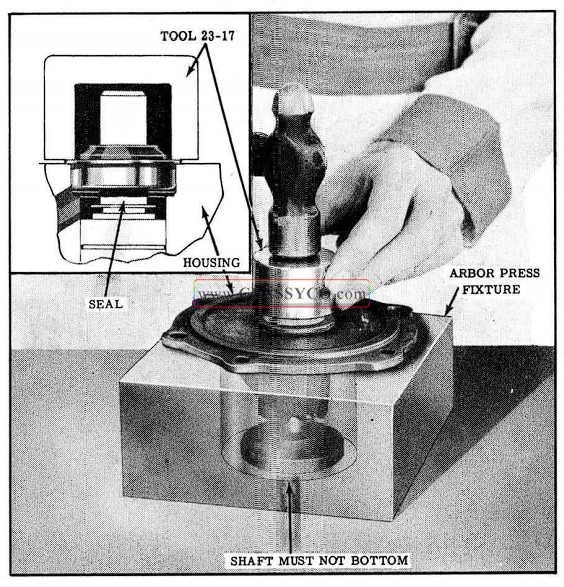
1957 Oldsmobile Installing Seal
- Before assembling the impeller to the bearing shaft, foreign particles should be removed from the water pump seal face mating surface of the impeller.
- Using Tool BT-15 to support impeller, press bearing shaft through impeller until bottom edges of vanes are 13/16″ from machined face at edge of housing. (See Fig. 8-57)
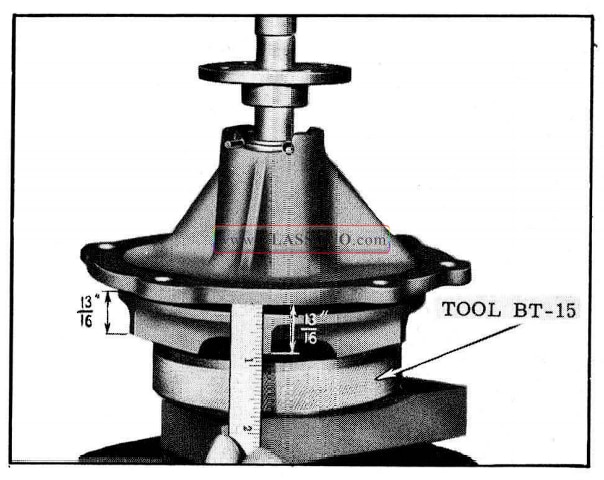
1957 Oldsmobile Installing Impeller
WATER PUMP-INSTAU.
- Apply a thin coat of gasket cement to the pump housing to retain the gasket; then position the gasket on the housing.
- Install the pump assembly in the front cover. Torque 5/16″bolt H-22 ft. lbs. and 7/16″ bolts 30-35 ft. lbs.
- Install fan pulley, spacer and fan. Torque fan to hub bolts 10 to 15ft. lbs.
- Install pulley belt(s) and adjust belt tension as outlined in STEERING, ELECTRICAL, OR AIR CONDITIONING SECTION.
- Refill cooling system.
FUEL SYSTEM
FUEL TANK AND GAS LINE
The fuel tank on all 1957 models has a capacity of 20 gallons. The filler tube is accessible through a door below the left tail light. Venting of the fuel tank is provided by a groove on the filler tube flange where the cap seats. The tank is fitted with a tank gauge unit of which the suction pipe is an integral part. (See Fig. 8-58)
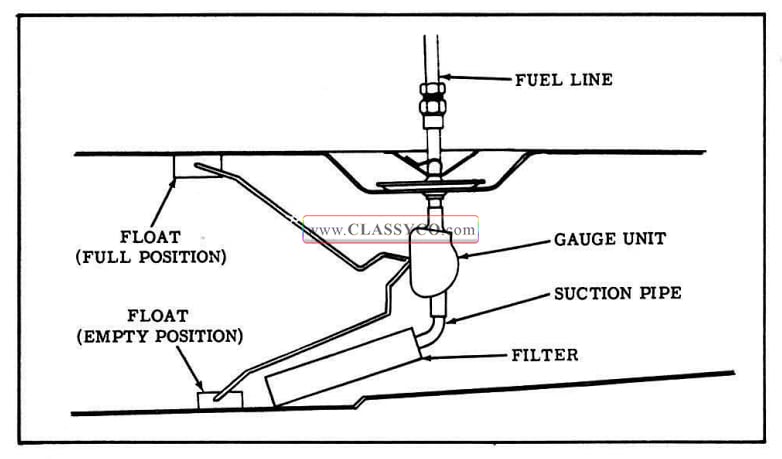
1957 Oldsmobile Fuel Tank Gauge
A Saran fuel filter on the end of the suction pipe prevents entry of dirt or water into the fuel line. The filter is a push fit on the end of the pipe and should be pressed on approximately 1-11/16″ so that the pipe bottoms on the shoulder inside the filter.
The fuel tank is mounted at the rear of the body under the rear compartment floor pan and is re moved by disconnecting the fuel line, gasoline gauge connection, and two gas tank support straps.
The gasoline line is located so as to reduce to a minimum the possibility of vapor lock. The main line is located on the outside of the left hand frame side rail and passes over to the fuel pump side of the engine, along the front side of the frame front cross member. In this way, the lines are exposed to outside air current along the side and front of the car frame.
CAUTION: If a car is to be stored for any appreciable length of time, the gasoline should be drained from the complete fuel system – including carburetor, fuel pump, all fuel lines, and fuel tank in order to prevent gum formations and resultant improper engine performance.
FUEL AND VACUUM PUMP (Fig. 8-59)
NOTE: Early production cars will be equipped with 1956 fuel pumps (identified by the glass filter bowl). For information pertaining to this pump, refer to the 1956 Shop Manual.
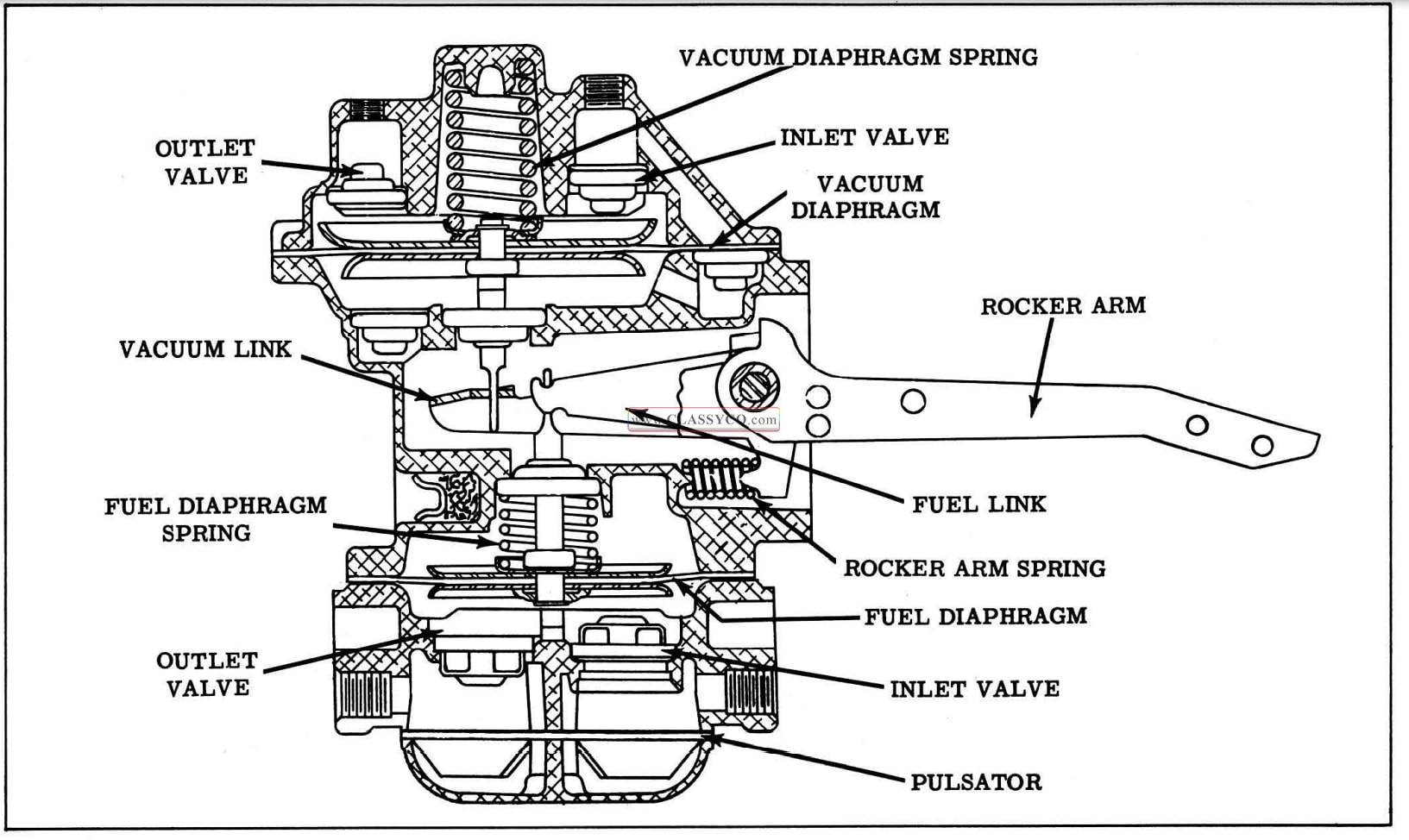
1957 Oldsmobile Fuel and Vacuum Pump
Fuel Section
The fuel pump delivers gasoline from the tank and supplies it to the carburetor in sufficient quantity to meet engine requirements at any speed or load.
The rocker arm is held in constant engagement with the eccentric on the camshaft by the rocker arm spring. As the outer end of the rocker arm moves downward, the fuel link pulls the fuel diaphragm upward and compresses the fuel diaphragm. The enlargement of the fuel chamber draws fuel from the tank through the inlet valve and into the fuel chamber.
The pump delivers fuel to the carburetor only when the pressure in the outlet line is less than the pressure maintained by the diaphragm spring. Therefore, when the carburetor float needle valve opens, the spring will expand to move the diaphragm downward to force fuel past the outlet valve to the carburetor. When the carburetor float needle valve closes, the pump builds up pressure in the fuel chamber until the diaphragm spring is again compressed. The diaphragm will then remain stationary until more fuel is required by the carburetor. The fuel pump has a double pulsator located below the fuel cover. This pulsator replaces the air dome previously used at the outlet fitting and performs the job of insuring a solid charge of fuel to the carburetor. The intake side of the fuel pump also has a pulsator which acts as a fuel surge dampener.
Vacuum Section
The vacuum section acts as a booster when engine manifold vacuum is insufficient to operate the windshield wipers, air conditioning, or heater controls.
This section is a double acting pump since air is displaced on both upward and downward movement of the diaphragm.
As the rocker arm is moved downward by pressure from the high point of the eccentric, it bears against the vacuum link which is also pivoted on the rocker arm pin bushing. The long end of the link is hooked to the diaphragm so the rocker arm movement results in upward motion of the vacuum diaphragm. The diaphragm movement compresses the diaphragm spring and exhausts air from the upper chamber to the intake manifold. With this same stroke the lower diaphragm chamber is enlarged, thus drawing air from the windshield wiper.
As the rotating eccentric permits the rocker arm to move away from contact with the link, the compressed diaphragm spring is free to move the diaphragm downward. This diaphragm stroke exhausts air from the lower chamber, through the valve that opens into the pump body, into the engine crankcase. This same stroke draws air from the windshield wiper into the expanded area above the diaphragm.
When the windshield wiper control valve is closed, or engine vacuum is sufficient to operate the wiper, vacuum holds the diaphragm near the center of its stroke so that very little movement occurs.
PUMP ASSEMBLY
Remove and Install
- Install a jumper wire and crank engine until the distributor rotor points to the No. 3 or No. 7 firing position.
- Disconnect fuel and vacuum lines from pump.
NOTE: To remove the flexible line, dis connect the flex line from the fuel line before disconnecting the flex line at the pump.
- Remove the pump to front cover attaching bolts and remove pump. (See Fig. 8-60)
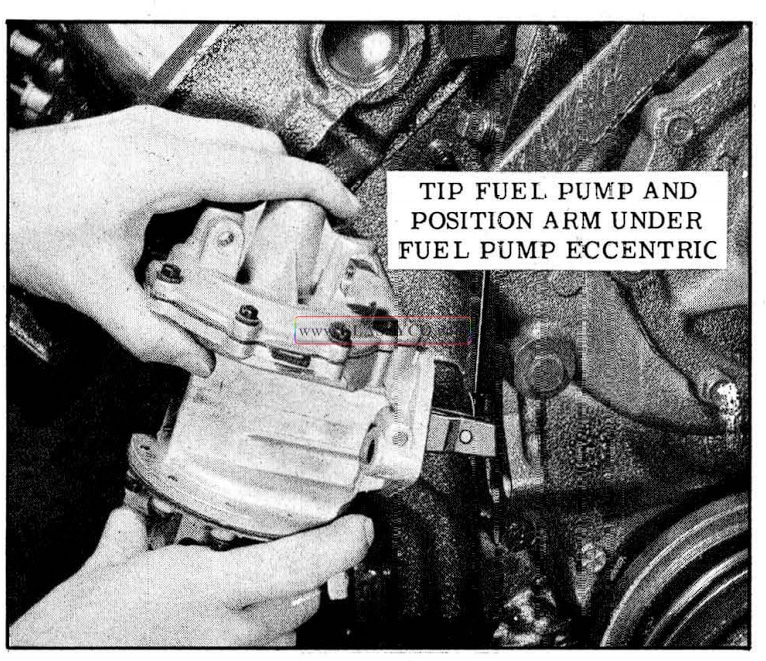
1957 Oldsmobile Removing Fuel Pump
When installing pump, the pump arm operating pad should be coated with special lubricant (Part No. 567196). The gasket should be cemented in place to aid installation. Torque pump to cover bolts 34-40 ft. lbs.
The flex line must be attached to the fuel pump before attaching the other end to the main fuel line.
Fuel Section-Disassembly
NOTE: Before proceeding with the following operation, clean the outside of the unit. DO NOT SUBMERGE PUMP IN COMMERCIAL TYPE DEGREASER OR USE STEAM.
- Clamp pump in vise by one ear of mounting flange with fuel side up. (See Fig. 8-61)
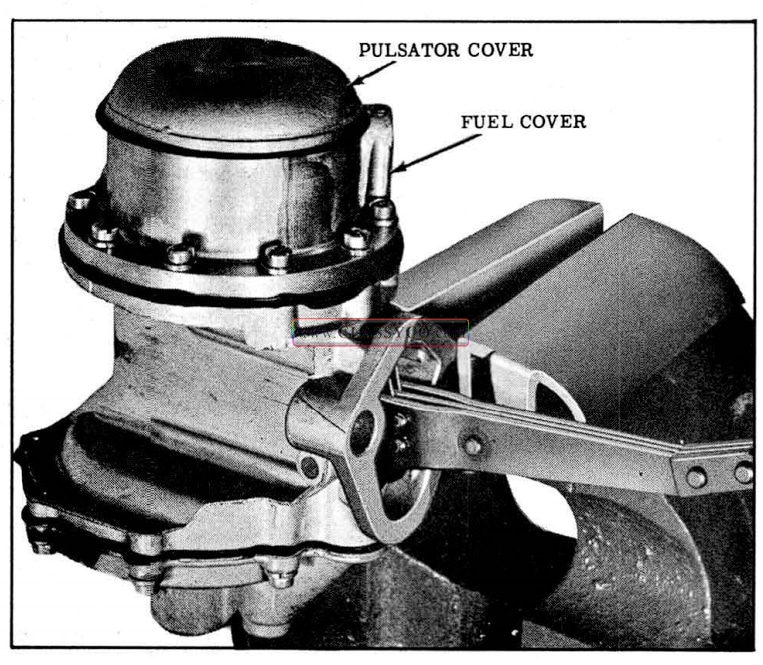
1957 Oldsmobile Fuel Pump
- Remove two screws attaching pulsator cover and diaphragm to fuel cover. then remove pulsator cover and diaphragm.
- Mark edges of fuel cover and body diaphragm flange with a file so the parts can be reassembled in the same relative position.
- Remove fuel cover screws. Tap cover lightly to separate it from body if cover sticks.
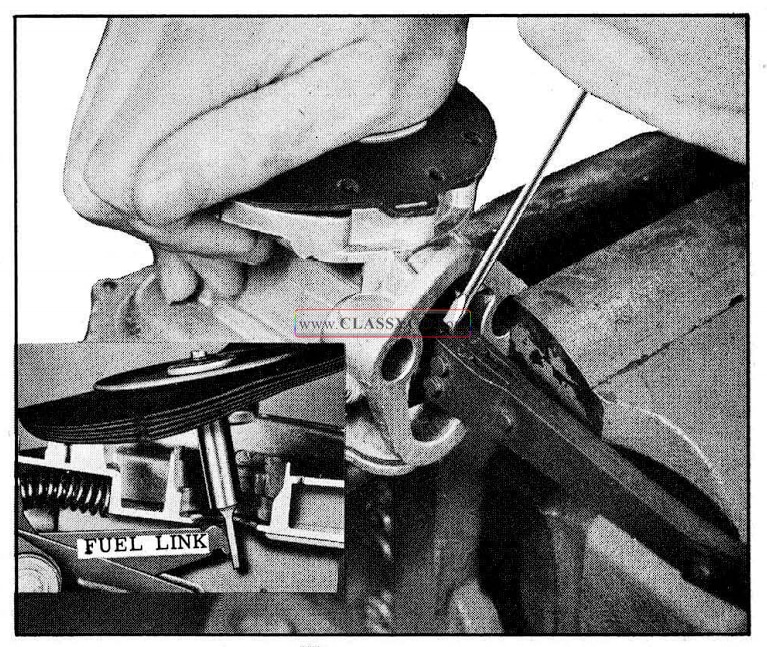
- Press down on fuel link as shown in Fig. 8-62 and push straight down on diaphragm, then tilt upward on side opposite lever to disengage pull rod from the fuel link. Remove diaphragm, spring and spring seat.
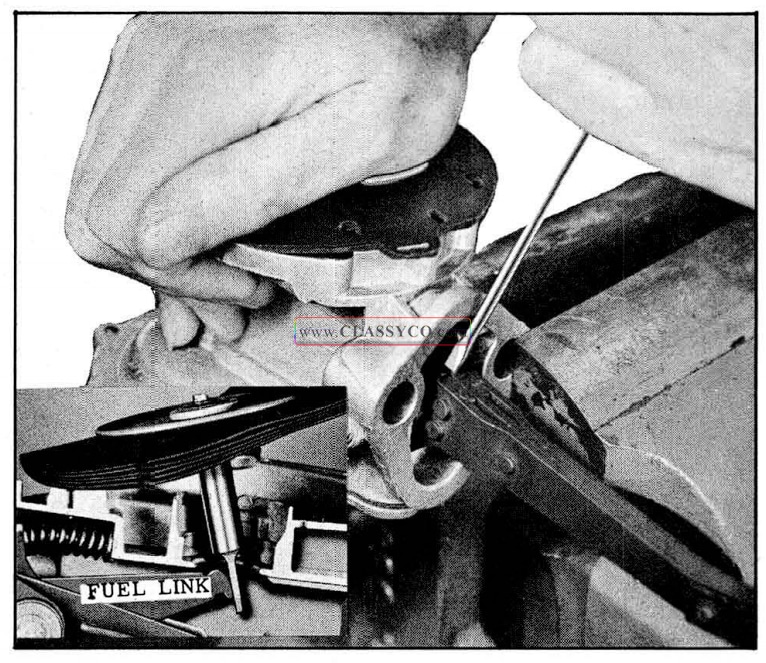
1957 Oldsmobile Removing Fuel Diaphragm
- Remove burrs produced by staking and remove two valves and gaskets from fuel cover if they are to be replaced. (See Fig. 8-63)
1957 Oldsmobile Fuel Section Valves
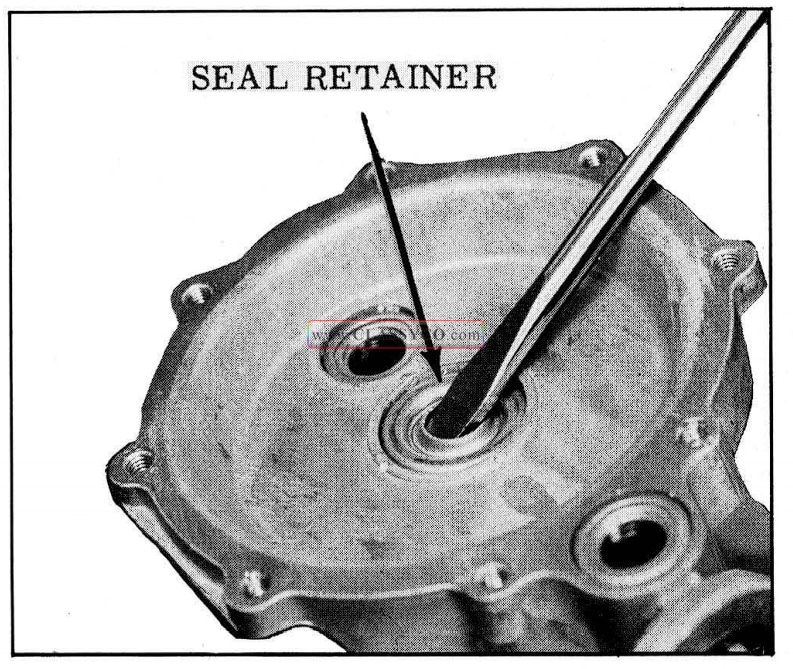
- Remove pull rod seal by removing staking and pulling out seal retainer. (See Fig. 8-64)
1957 Oldsmobile Removing Fuel Seal Retainer
Vacuum Pump-Disassembly
- With vacuum pump up, remove two opposite cover attaching screws and lock washers.
- Install two #10-32 x 1 1/2″ screws in place of screws· just removed. Turn these screws all the way down and then remove the remaining six short screws. (See Fig. 8-65) This procedure is important to avoid damage to threads in body.
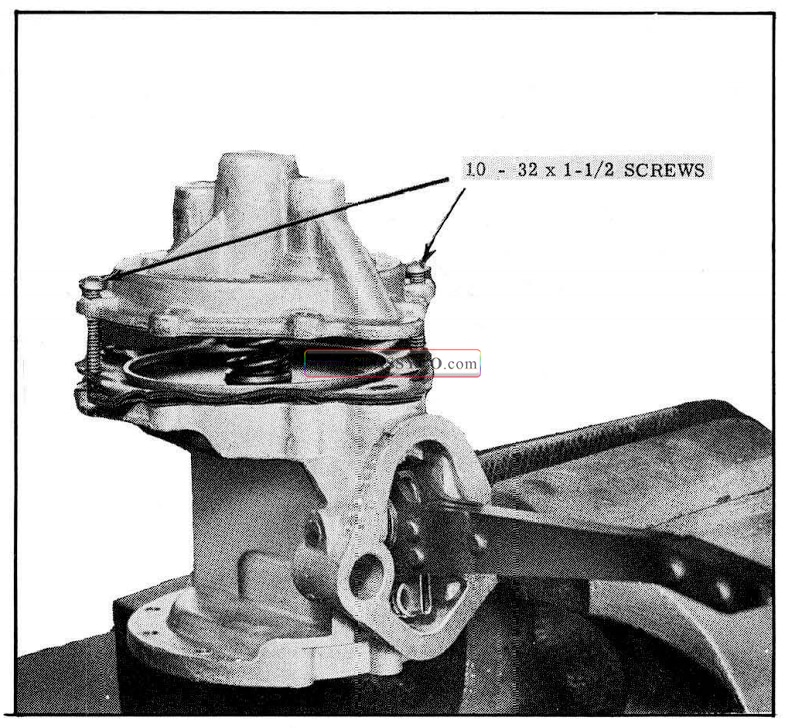
1957 Oldsmobile Removing Vacuum Cover
- Alternately back off the two #10-32 screws a few turns at a time until the pressure of the heavy vacuum diaphragm spring is released. Remove both screws.
NOTE: Tap cover lightly to free it from body while removing the #10-32 screws if the cover tends to stick.
- Remove cover with spring and spring seat.
- Remove vacuum diaphragm by turning diaphragm 1/4 turn and pulling straight out.
- Remove burrs produced by staking; then remove inlet and outlet valves from cover if they are to be replaced.
- Remove burrs produced by staking, then remove the outlet valve from the body by prying out with a screwdriver or a hook-shaped tool. The inlet valve adjacent to the rocker arm is not staked in place and it can be easily removed.
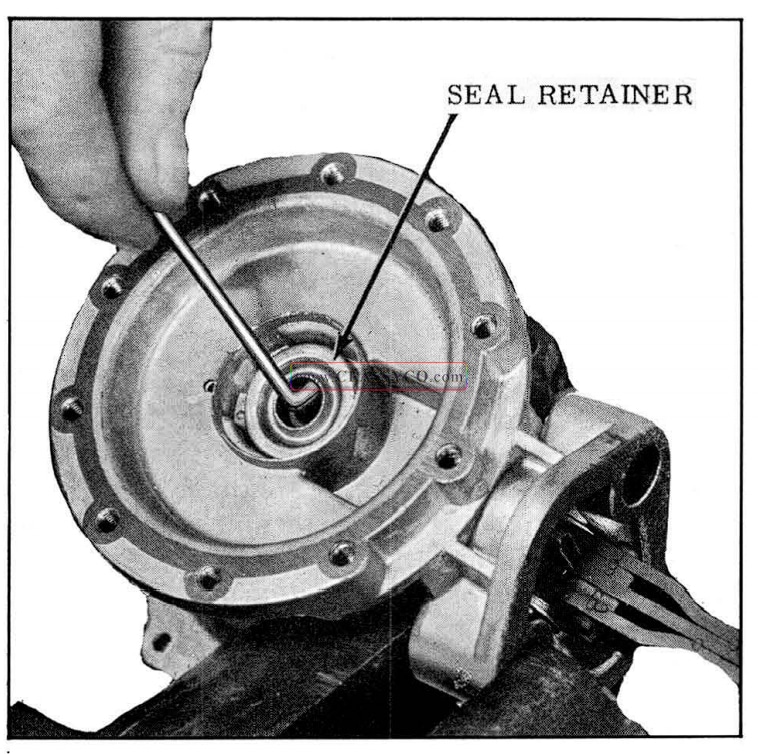
- Remove pull rod seal by removing staking and prying out seal retainer. (See Fig. 8-66)
1957 Oldsmobile Removing Vacuum Seal Retainer
Cleaning and Inspection
- Clean and rinse all metal parts in solvent. Blow out all passages with air hose.
- Inspect pump body, pulsator cover, fuel cover, and vacuum cover for cracks, breakage, and distorted flanges. Also check for a leaking pulsator diaphragm. Examine all screw holes for stripped or crossed threads. Replacement of pump assembly is advisable if one or more of the following conditions are found:
a. Body or cover castings warped or damaged.
b. Rocker arm worn at camshaft pad.
c. Rocker arm bushing worn.
d. Links worn excessively.
NOTE: If flange facings are warped .010″ or less, they can be trued up on surface plate and #400 grit sandpaper.
Fuel Section-Assembly
NOTE: Always assemble the fuel section of the pump before the vacuum section.
- Install a new pull rod seal and retainer using a socket or a tube which will rest on the outer shoulder of the retainer.
NOTE: It is not necessary to restake the seal retainer.
- Soak diaphragm in clean kerosene or fuel oil, and oil diaphragm pull rod.
- Place spring over seal, and spring seat on spring. With the fuel link held with a screwdriver as shown in Fig. 8-67, install the diaphragm by inserting the fuel pull rod through the spring seat, spring, and seal and with the flat of pull rod at a right angle to the fuel link, hook rod to link.
1957 Oldsmobile Installing Fuel Diaphragm
- Place valve gaskets in recesses provided in fuel cover. Place valve assemblies on top of gaskets. Inlet valve must have spring cage facing out of cover, and the outlet valve must have the spring cage facing into cover. Secure valve assemblies by staking. (See Fig. 8-68)
1957 Oldsmobile Valve Installation
- With pump held in vise, fuel pump up, using aligning pins as shown in Fig. 8-69, lift rocker arm until the diaphragm is flat across the body flange and install fuel cover on body, making sure that file marks on cover and body line up. While holding diaphragm flat, install cover screws and lock washers loosely until screw heads just engage lock washers. Remove aligning pins and install remaining screws with lock washers.
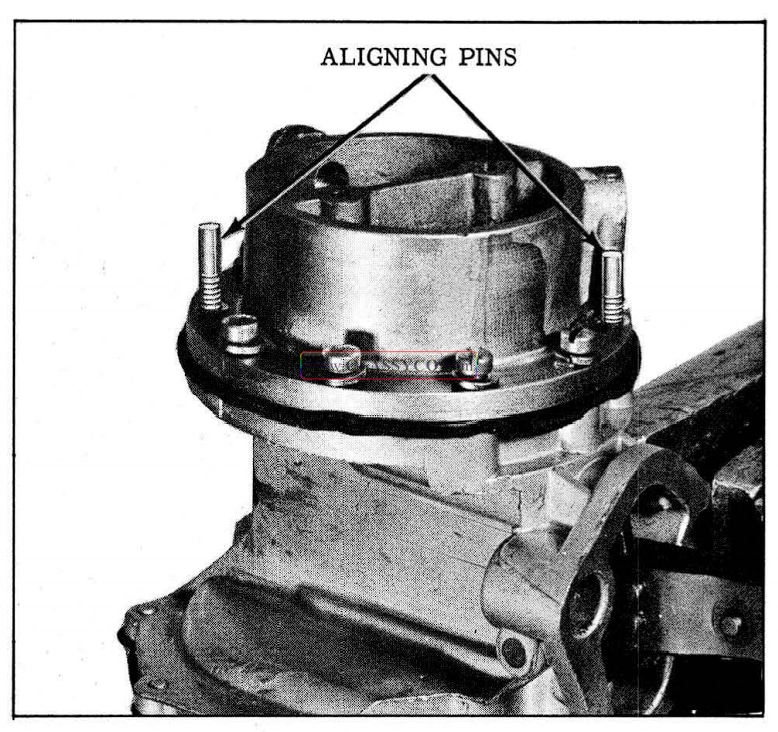
1957 Oldsmobile Installing Fuel Cover
NOTE: Diaphragm must be flexed by several full strokes of rocker arm before tightening cover screws or pump pressure will be incorrect and diaphragm may be damaged.
- Tighten the cover screws alternately and securely.
- Position pulsator diaphragm on fuel cover. Then install pulsator cover with two attaching screws.
Vacuum Pump-Assembly
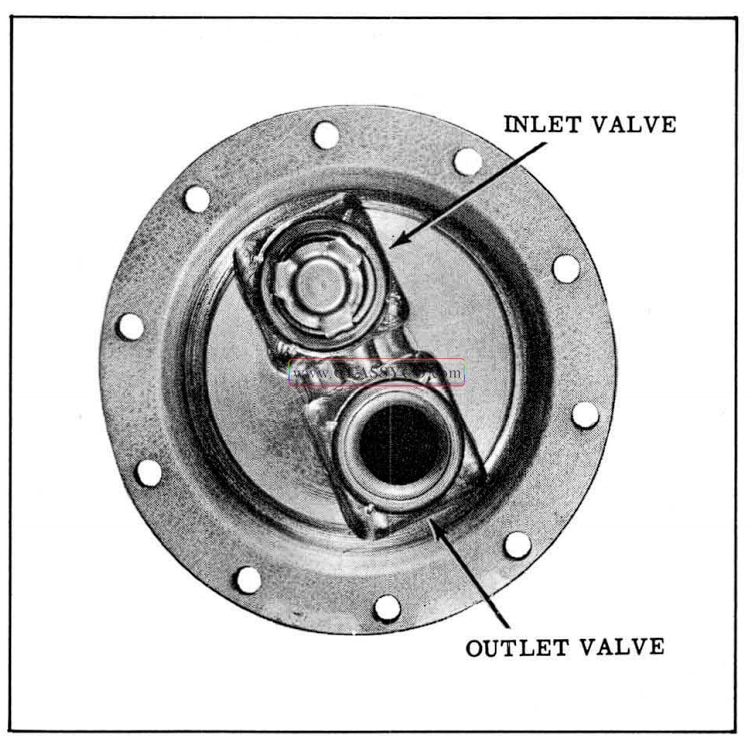
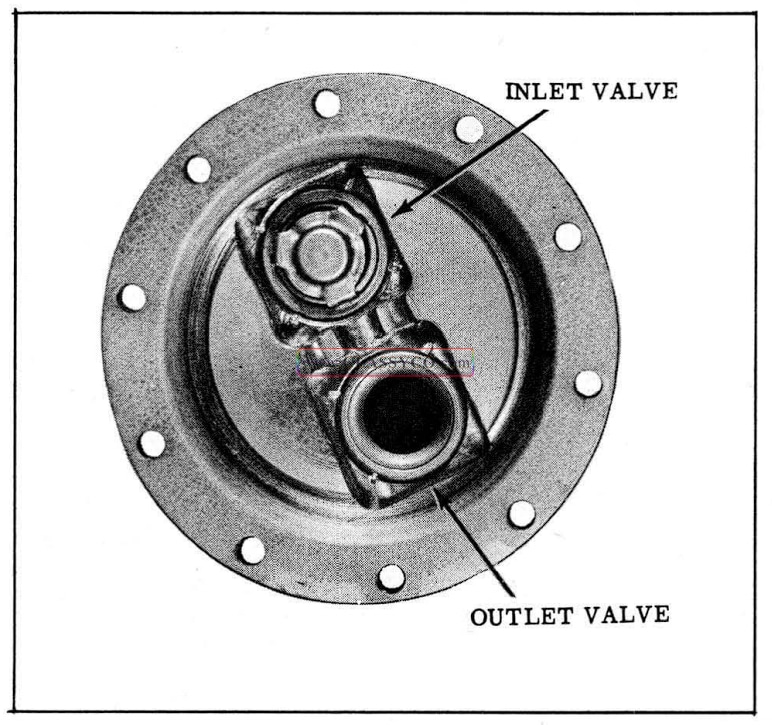
- If valves were removed, place paper gaskets in recesses provided for valves in vacuum cover. Place valve assemblies on top of gaskets. (See Fig. 8-70)
1957 Oldsmobile Vacuum Valves
- Secure valve assemblies by staking.
- Clamp pump in vise by one ear of mounting flange with vacuum pump up.
- Install a new pull rod seal and retainer assembly using a socket or a tube which will rest on the outer shoulder of the retainer.
NOTE: It is necessary to take the vacuum pull rod seal retainer.
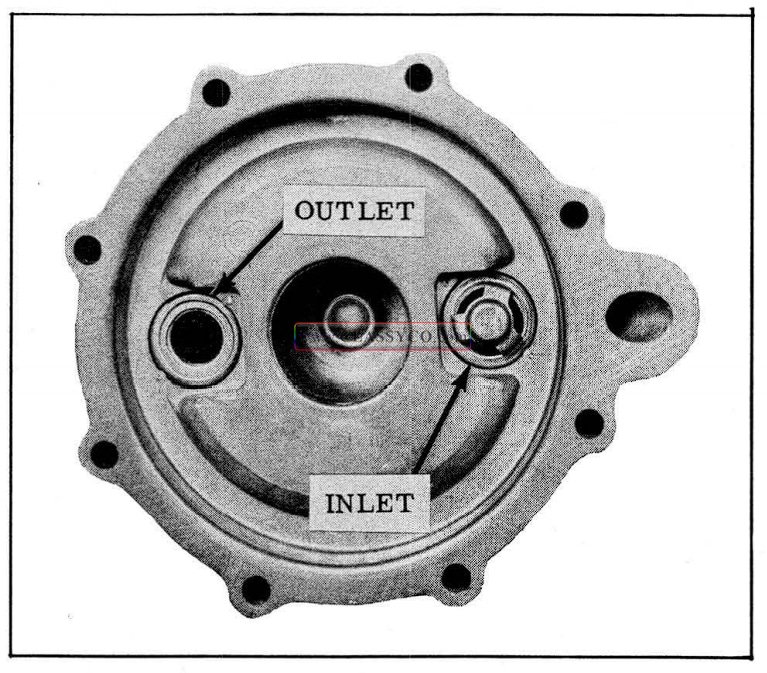
- If removed, install composition gasket and valve assembly with spring cage down in seat farthest away from rocker arm; then lightly stake in place. Do not install the inlet valve adjacent to rocker arm at this time. (See Fig. 8-71)

1957 Oldsmobile Pump Body and Outlet Valve
- Soak diaphragm in kerosene or fuel oil, and oil diaphragm pull rod.
- Hold vacuum diaphragm so that the ear is 1/4 turn from rocker arm and gently insert pull rod down through seal.
- Press rocker arm down to end of its travel and lift up on diaphragm approximately 1/8″. This will align pull rod and link so that when the diaphragm is then turned 1/4 turn, the pull rod and the link will be engaged.
- Depress rocker arm and insert hooked end of diaphragm tool between rocker arm and the stop boss in body; then release the rocker arm. (See Fig. 8-72)
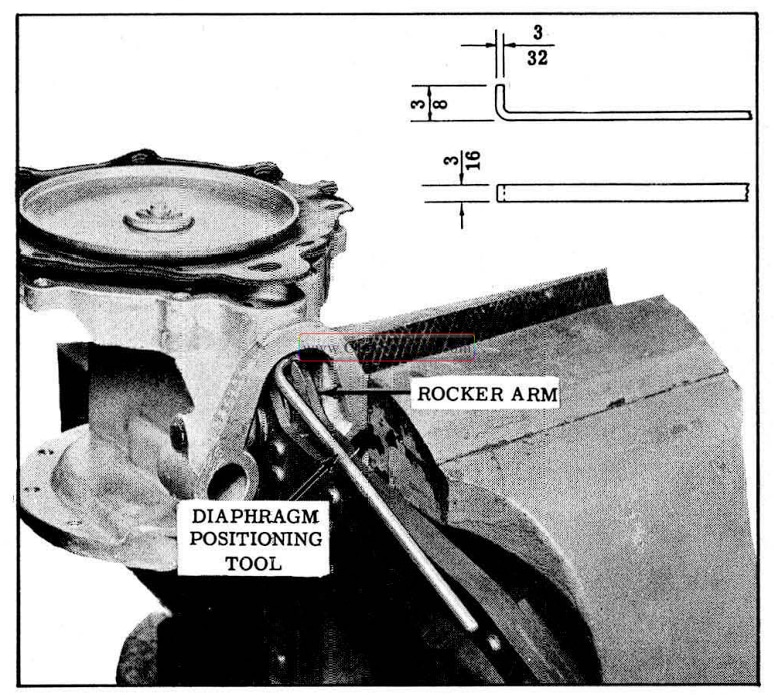
1957 Oldsmobile Tool in Position
NOTE: A piece of metal having a short bent end 3/32 inch thick may be used as a tool.
- Lift ear of diaphragm at rocker arm end and install gasket and valve in valve seat in body, with spring cage down. Do not stake this valve in place as it is retained by the diaphragm.
- Place spring seat over the riveted end of diaphragm, and place the spring on the seat; then, place vacuum cover over the spring.
- With projection of vacuum cover placed toward rocker arm, install two 10-32 x 1 1/2″ screws in two opposite holes in cover flange. Turn these long screws down alternately a few turns each, until regular screws can be installed. Insert regular screws with lock washers, and tighten evenly until screws just engage lock washers. Replace two long screws with regular screws and lock washers. Be sure that screws pass through holes in fabric of diaphragm without damage to material.
- Remove 3/32 inch tool from rocker arm position. This allows the heavy vacuum spring to flex the diaphragm the correct amount.
- Tighten all screws alternately.
EXHAUST SYSTEM
The single exhaust system (standard on 88 series) consists of an exhaust pipe, crossover pipe, muffler, and tail pipe.
The dual exhaust system (Standard on S88 and 98 series and optional on 88 series), consists of 2 exhaust pipes, mufflers, resonators and 2 section tail pipes. (See Fig. 8-73)
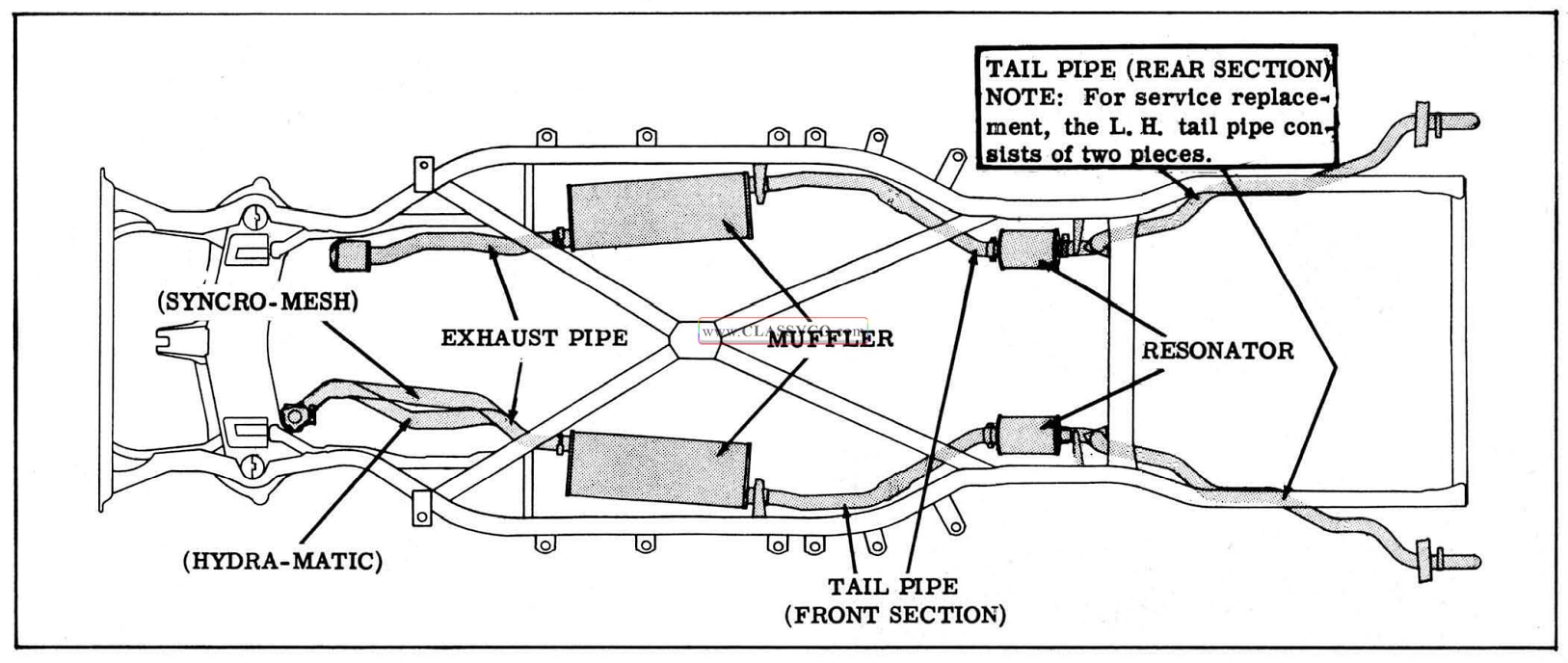
1957 Oldsmobile Dual Exhaust System
MUFFLER AND RESONATOR
The muffler is a reverse flow type, having an asbestos and steel outer shell. The muffler is supported at its front end by the exhaust pipe while the rear end is supported by a rubber insulated hanger which is part of the rear clamp.
NOTE: Resonators are used to aid the mufflers in silencing exhaust pulsations. The resonator is supported at its front end by the front section of the tail pipe while the rear end is supported by a rubber insulated hanger.
NOTE: Dual mufflers and resonators have drain holes to expel condensation. These drain holes should be checked when the car is lubricated and cleaned if necessary.
When installing components of the exhaust system, observe the following:
- To insure gas tight connections:
a. Always use new gaskets.
b. Apply Vibradamp #253 or equivalent to the outside diameter of the exhaust and tail pipes where they join the muffler and resonators.
c. When tightening exhaust pipe flange, tap the flanges with a hammer to insure the proper seating of the flanges and gaskets. - Before tightening any part of the exhaust system, align the exhaust and tail pipes to provide adequate clearance between the body and frame.
NOTE: ALLOW ENGINE TO REACH OPERATING TEMPERATURE BEFORE TORQUING ATTACHING NUTS.
LOCATING ENGINE OIL LEAKS
In cases where engine oil leaks cannot be located visually, the use of DuPont Oil Red or blacklight should be used.
To use Oil Red, drain one quart (minimum) of oil from the engine, then mix 1 tablespoon of the Oil Red with the oil that was drained. Pour this mixture into the crankcase. Start engine and inspect for trace of colored oil. Oil Red is harmless to the engine.
Black light should be used when it cannot be determined whether the oil leak originates from the engine or the transmission. To use the black light method, remove engine and transmission dip sticks to compare with a sample of oil from the location of the leak. By viewing the oil on the dipsticks with a sample under blacklight, it can be determined which unit is leaking.
The black light method can also be used to pin point leaks after the suspected area has been wipe clean of oil and the engine run long enough to show up a leak. The oil will glow when viewed with black light.
NOTE: When an oil leak is suspected in the immediate flywheel area, remove the lower fly wheel housing and install starter bracket 30-12 as shown in Fig. 8-74. This will allow the engine to be started with lower housing removed.
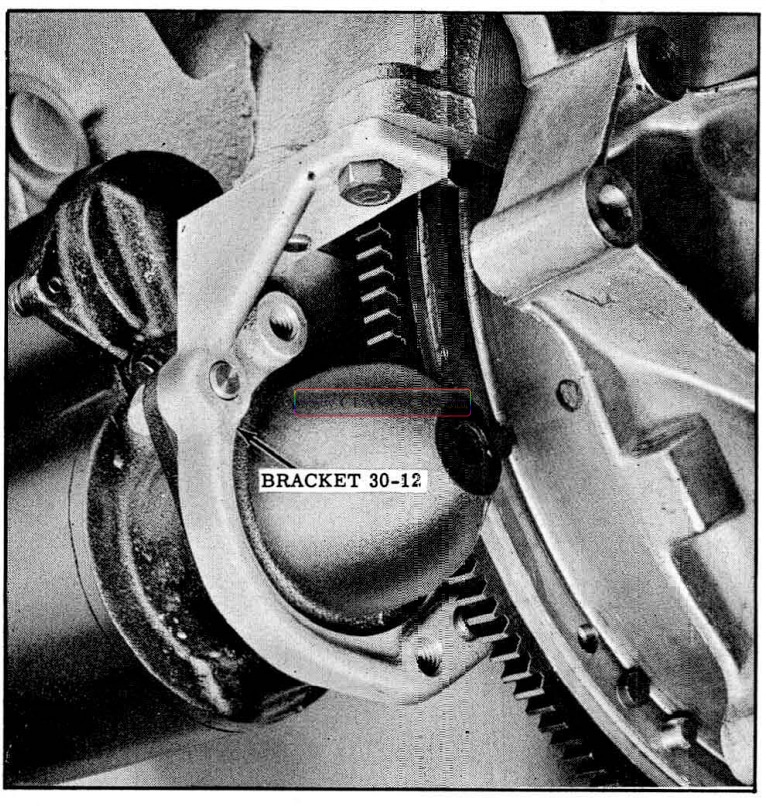
1957 Oldsmobile Starter Bracket Installation
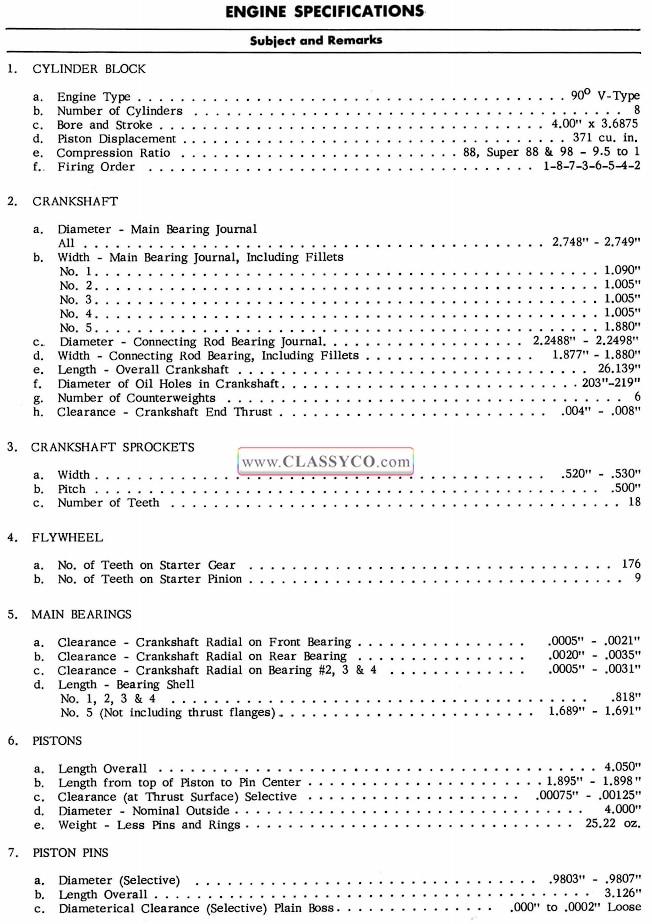
1957 Oldsmobile Engine Specifications 1
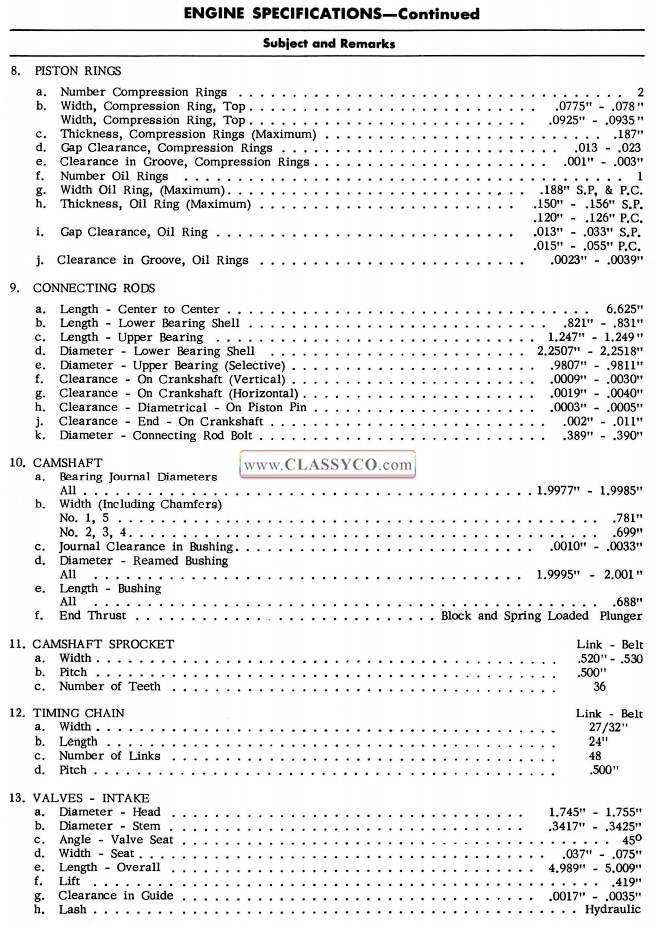
1957 Oldsmobile Engine Specifications 2
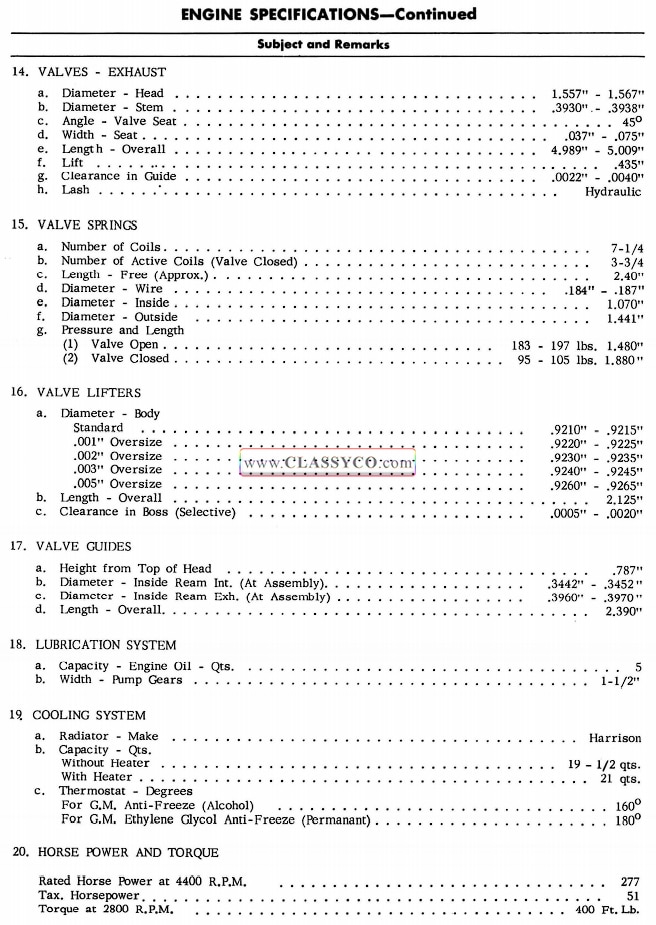
1957 Oldsmobile Engine Specifications 3
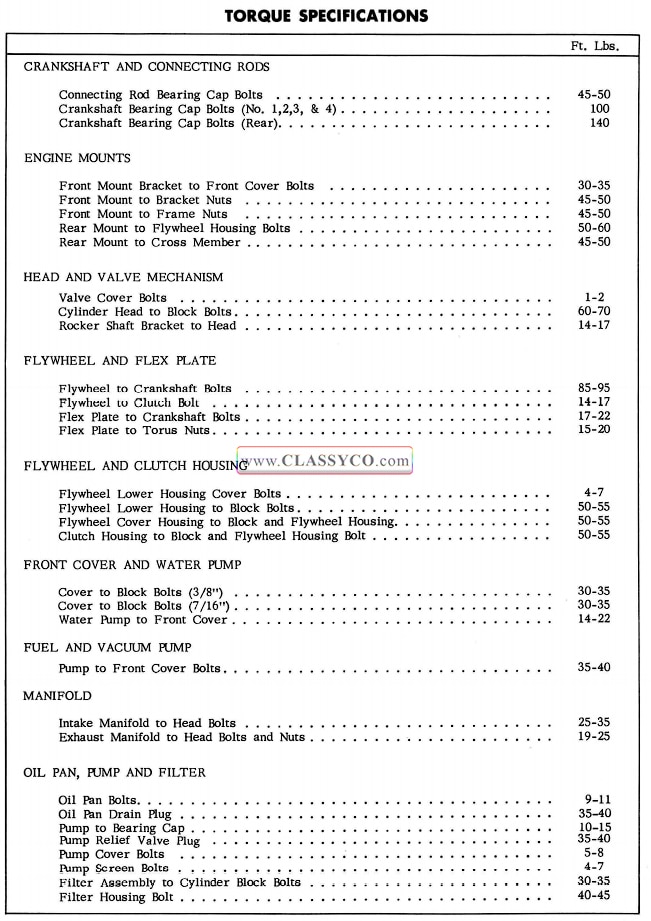
1957 Oldsmobile Engine Torque Specifications